3 assi lineari e rotativi, Assi lineari e rotativi, 1 la pr ogr ammazione din – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 74
4 DIN PLUS
62
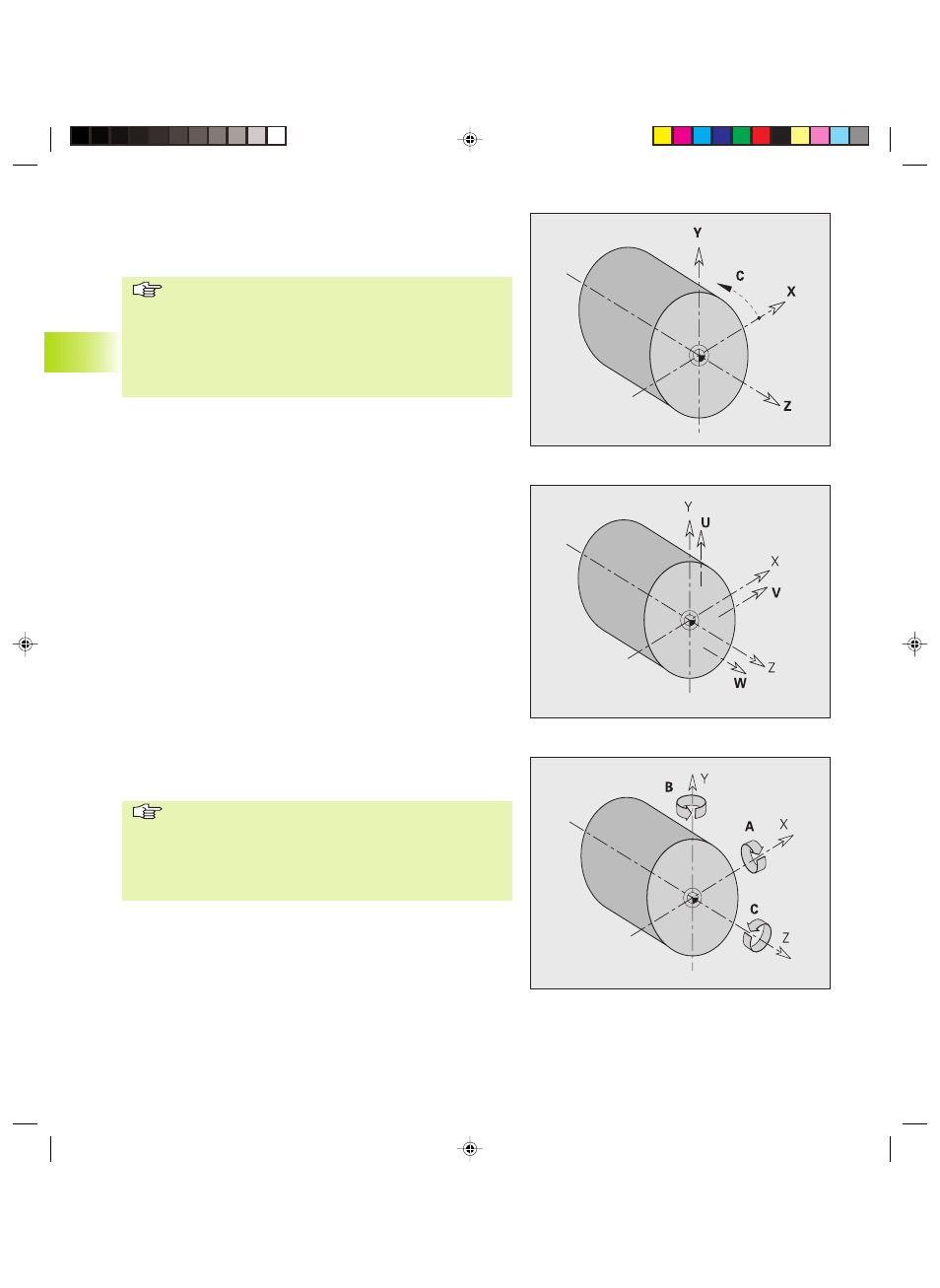
Assi principali
Assi supplementari lineari
Assi rotativi come assi supplementari
4.1.3
Assi lineari e rotativi
Assi principali: le coordinate dell'asse X, Y e Z si riferiscono all'origine
pezzo. Eventuali eccezioni vengono specificate.
Con coordinate X negative occorre tenere presente:
■
non ammesse per descrizioni profilo
■
non ammesse per cicli di tornitura
■
riproduzione profilo disattivata
■
il senso di rotazione per arco di cerchio (G2/G3, G12/
G13) deve essere adeguato manualmente
■
la posizione per la compensazione del raggio del tagliente
(G41/G42) deve essere adeguata manualmente
Asse C: le indicazioni di angolo si riferiscono all'”origine asse C”
(premessa: l'asse C è configurato come asse principale).
Per profili e lavorazioni con asse C vale quanto segue:
■
Le coordinate su superficie frontale/lato posteriore vengono
indicate come coordinate cartesiane (XK, YK) o polari (X, C)
■
Le coordinate sulla superficie cilindrica vengono indicate come
coordinate polari (Z, C). Invece di ”C” è possibile impiegare la
”quota percorso CY” (”sviluppo superficie cilindrica” su diametro di
riferimento).
Assi supplementari (assi ausiliari): il CNC PILOT supporta oltre agli
assi principali
■
U: asse lineare in direzione X
■
V:
asse lineare in direzione Y
■
W: asse lineare in direzione Z
■
A:
asse rotativo, intorno a X
■
B:
asse rotativo, intorno a Y
■
C:
asse rotativo, intorno a Z
Gli assi supplementari vengono programmati soltanto nella sezione di
lavorazione delle funzioni G0..G3, G12, G13, G30, G62 e G701.
Un'interpolazione circolare è prevista solo negli assi principali.
Gli assi rotativi (come assi supplementari) vengono programmati nella
sezione di lavorazione con G15.
■
L'editor DIN considera soltanto le lettere di indirizzo degli
assi configurati.
■
Il comportamento dell'asse rotativo C dipende dalla sua
configurazione come asse principale o supplementare. Le
”funzioni con asse C” G100..G113 sono valide per l'”asse
principale C”.
4.1 La pr
ogr
ammazione DIN
6_4290BH4.pm6
21.02.2005, 08:02
62