2 lavorazione lato frontale/posteriore, 1 0 la v o razione con asse c – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 161
HEIDENHAIN CNC PILOT 4290
149
Arco lato frontale/posteriore G102/G103
L'utensile si sposta con avanzamento circolare al ”Punto finale”.
Senso di rotazione: vedi grafica ausiliaria
Programmando ”H=2 o H=3” è possibile realizzare scanalature lineari
con base circolare. Il centro cerchio si definisce per
■
H=2: con I e K
■
H=3: con J e K
Arco G102
4.10.2 Lavorazione lato frontale/posteriore
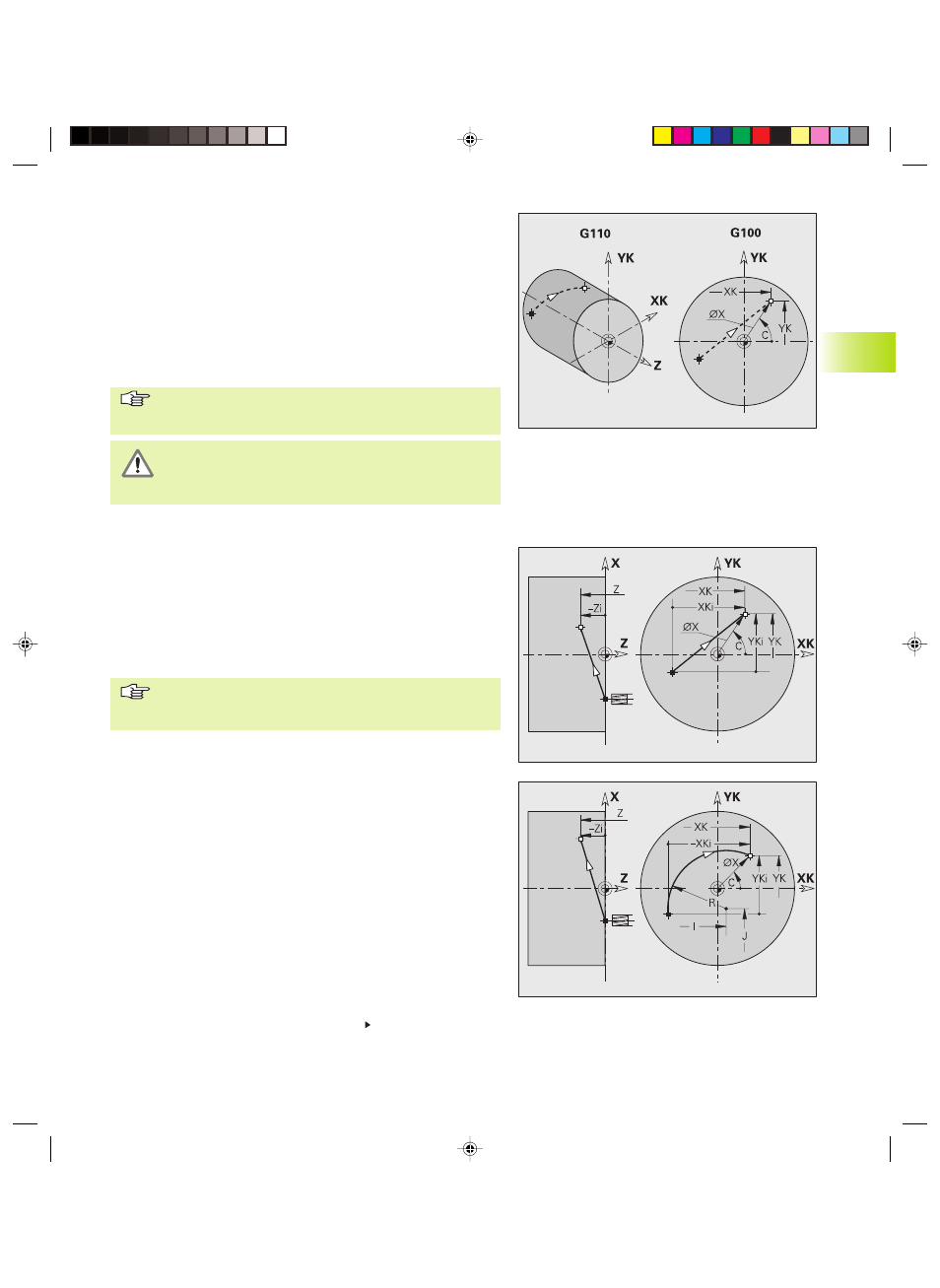
Rapido lato frontale/posteriore G100
L'utensile trasla in Rapido fino al ”punto finale” seguendo il percorso
più breve.
Parametri
X:
Diametro punto finale
C:
Quota angolo punto finale
XK, YK: Punto finale in coordinate cartesiane
Z:
Punto finale – default: posizione Z attuale
Programmazione
■
X, C, XK, YK, Z: assoluta, incrementale o modale
■
Programmare X–C o XK–YK
Attenzione Pericolo di collisione!
Con G100 l'utensile esegue un movimento rettilineo. Per il
posizionamento del pezzo ad una determinata angolazione
è possibile utilizzare l'istruzione G110.
Lineare lato frontale/posteriore G101
L'utensile si sposta con avanzamento lineare al ”Punto finale”.
Parametri
X:
Diametro punto finale
C:
Quota angolo punto finale
XK, YK: Punto finale in coordinate cartesiane
Z:
Profondità finale – default: posizione Z attuale
Programmazione
■
X, C, XK, YK, Z: assoluta, incrementale o modale
■
Programmare X–C o XK–YK
4.1
0 La
v
o
razione con asse C
Continua
6_4290BH4.pm6
21.02.2005, 08:03
149