4 analisi lavorazione di riferimento, 5 lavorare con monitoraggio carico, Analisi lavorazione di riferimento – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 69: Lavorare con monitoraggio carico, 7 monit or aggio car ico
HEIDENHAIN CNC PILOT 4290
57
3.7 Monit
or
aggio car
ico
3.7.4
Analisi lavorazione di riferimento
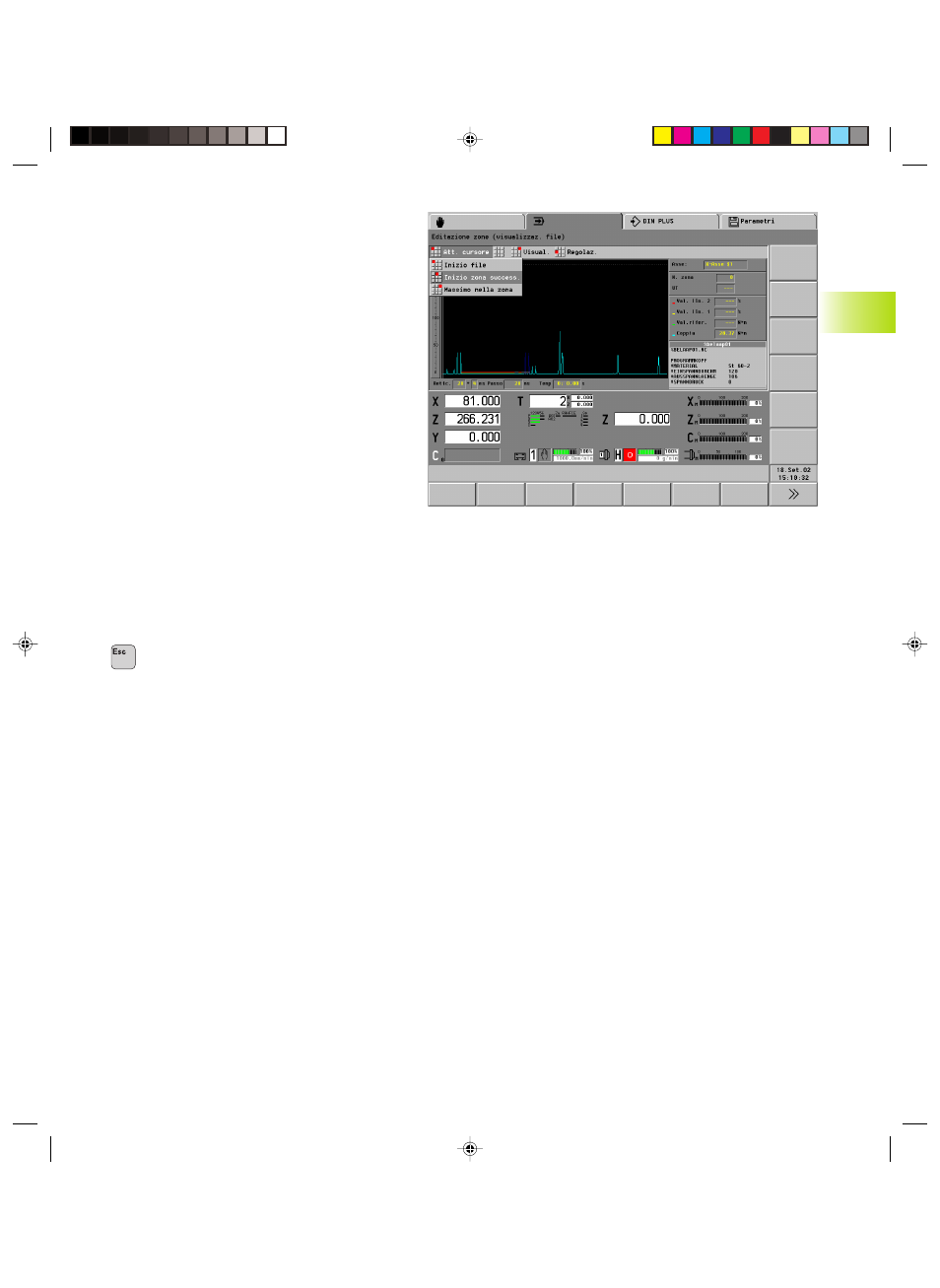
La coppia e i valori limite del gruppo selezionato
vengono visualizzati in base al ”tempo”. Valori limite in
”grigio”: area non monitorata (disattivazione dei
percorsi in Rapido).
Il CNC PILOT visualizza anche i valori della posizione
cursore.
Selezione: pulsante ”File” (finestra di dialogo
”Visualizzazione e impostazione parametri di carico”)
Sottomenu ”Analizzatore (visualizzazione file)”:
■
Gruppo menu ”Posiziona cursore” – posizionare il
cursore con ”Freccia a sinistra/Freccia a destra” o su:
■
inizio file
■
successivo inizio zona
■
massimo nella zona
■
Opzione menu ”Visualizzazione”: selezionare il
gruppo nella finestra di dialogo ”Visualizzazione file”.
■
Opzione menu ”Impostazioni – Zoom”:
impostare il ”reticolo di visualizzazione” (valori
piccoli aumentano la precisione della visualizzazione
e riducono il passo del cursore.)
La riga sotto la grafica indica il reticolo impostato,
l'intervallo di tempo dell'acquisizione del valore
misurato e la posizione del cursore (relativamente
all'avvio della lavorazione di riferimento). Tempo
”0:00.00 sec” = avvio della lavorazione di
riferimento.
Ritorno a ”Editing parametri di monitoraggio”
3.7.5
Lavorare con monitoraggio carico
È possibile utilizzare il monitoraggio carico se la
lavorazione con utensile consumato richiede una
coppia notevolmente più alta di quella con utensile
non consumato. Ne consegue che è necessario
monitorare gli azionamenti sottoposti a notevole
carico, di norma il mandrino principale.
Lavorazioni con piccole profondità di taglio
consentono un monitoraggio limitato a causa della
ridotta variazione di coppia.
Una riduzione della coppia non viene rilevata.
Definizione delle zone di monitoraggio:i valori di riferimento della coppia
si basano sulle coppie maggiori della zona. Ne consegue che i valori di
coppia più ridotti possono essere monitorati soltanto in misura limitata.
Per la tornitura radiale con velocità di taglio costante: il
monitoraggio dei mandrini viene eseguito fino a quando l'accelerazione
è <= 15% del valore medio dell'accelerazione massima e del ritardo di
frenata massimo (parametro macchina 811, ...). Siccome l'accelerazione
aumenta a causa del maggior numero di giri, di norma viene monitorata
soltanto la fase che segue l'inizio del taglio.
Valori empirici (per la lavorazione di acciaio)
■
per tornitura assiale la profondità di taglio deve essere > 1 mm
■
per esecuzione gola la profondità di taglio deve essere > 1 mm
■
per foratura ”nel pieno” il diametro del foro deve essere di 6 - 10 mm
5_4290BH3.pm6
21.02.2005, 08:02
57