8 cicli di filettatura, 8 cicli di filet tat ur a – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 152
4 DIN PLUS
140
Ciclo di filettatura G31
L'istruzione G31 esegue il filetto semplice, concatenato o a più principi
definito con G24-Geo, G34-Geo o G37-Geo.
Il filetto esterno o interno viene identificato sulla base della definizione
utensile. Le passate di filettatura vengono calcolate sulla base di
profondità filetto, ”Avanzamento I” e ”Tipo di avanzamento V”.
Parametri
NS:
Numero blocco (riferimento all'elemento base G1-Geo; filetto
concatenato: numero blocco del primo elemento base)
I:
Avanzamento massimo
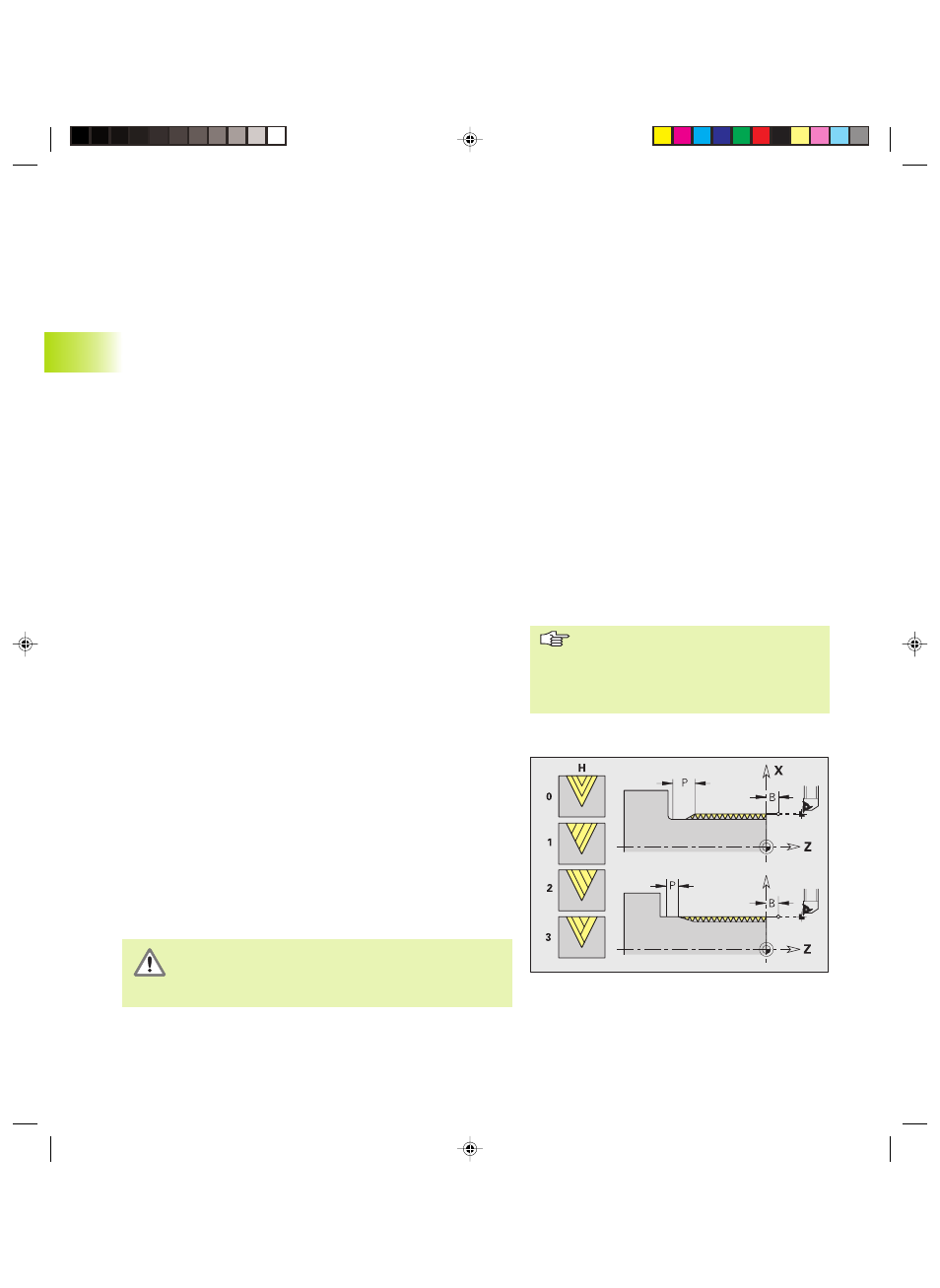
B, P: Larghezza entrata, Lunghezza sovracorsa – Nessuna
immissione: la lunghezza viene definita da scarichi e gole
adiacenti. Scarico/Gola non presente: ”Lunghezza entrata,
Lunghezza uscita” da parametro di lavorazione 7.
D:
Direzione di taglio (riferimento: direzione di definizione elemento
base) – default: 0;
■
D=0: stessa direzione
■
D=1: direzione opposta
V:
Tipo di avanzamento – default: 0;
■
V=0: passata trasversale costante per tutte le passate
■
V=1: avanzamento costante
■
V=2: con configurazione di taglio residua – primo avanzamento
= ”resto” della divisione profondità filetto/profondità di taglio.
L'”Ultima passata” viene ripartita in 1/2, 1/4, 1/8 e 1/8.
■
V=3: calcolo avanzamento da passo e numero di giri
H:
Tipo di offset (avanzamento per spianare i fianchi dei filetti) –
default: 0
■
H=0: senza offset
■
H=1: offset da sinistra
■
H=2: offset da destra
■
H=3: offset alternato a destra/sinistra
Q:
Numero di passate a vuoto dopo l'ultima passata (per scaricare
la pressione di taglio alla base del filetto) – default: 0
C:
Angolo di partenza (l'inizio filetto è definito rispetto a elementi del
profilo non simmetrici alla rotazione) – default: 0
4.8
Cicli di filettatura
La slitta necessita di un'entrata prima del filetto vero e proprio, al fine
di poter accelerare alla velocità di avanzamento programmata e di
un'uscita (sovracorsa) alla fine del filetto per frenare la slitta.
Se l'entrata e l'uscita sono troppo brevi, possono verificarsi problemi
di qualità. Il CNC PILOT emette in tal caso un allarme.
4.8 Cicli di filet
tat
ur
a
Lunghezza entrata: BA > 0,75 * (F*S)² / a + 0,15
Lunghezza uscita: BE > 0,75 * (F*S)² / e + 0,15
BA:
Lunghezza entrata minima
BE:
Lunghezza uscita minima
F:
Passo in mm/giro
S:
Numero di giri in giri/sec
a, e:
Accelerazione in mm/s²
(vedi ”Accelerazione inizio/fine blocco” nel
parametro macchina 1105, ...)
■
”Stop avanzamento” è attivo alla fine di
una filettatura.
■
L'override avanzamento è inattivo.
■
Con precontrollo disinserito non utilizzare
l'override mandrino!
Esecuzione ciclo
1 Calcolo della configurazione di taglio
2 Traslazione in diagonale in rapido sul ”punto di
partenza interno” che risulta dalla ”Lunghezza di
entrata B” e dalla distanza di sicurezza
3 Esecuzione di una passata
4 Ritorno in rapido e avanzamento per la passata
successiva
5 Ripetizione di 3...4 fino al completamento del filetto
6 Esecuzione di passate a vuoto
7 Ritorno al ”punto di partenza interno”
In caso di filetti a più principi ogni principio viene
lavorato con la stessa profondità prima di procedere
al nuovo avanzamento.
Attenzione Pericolo di collisione!
In caso di eccessiva ”Lunghezza sovracorsa P” sussiste il
pericolo di collisione. Verificare la lunghezza di sovracorsa
nella Simulazione.
6_4290BH4.pm6
21.02.2005, 08:03
140