7 cicli di t o rnit ur a – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 138
4 DIN PLUS
126
4.7 Cicli di t
o
rnit
ur
a
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
•
•
–
”•”: Disattivazione elementi
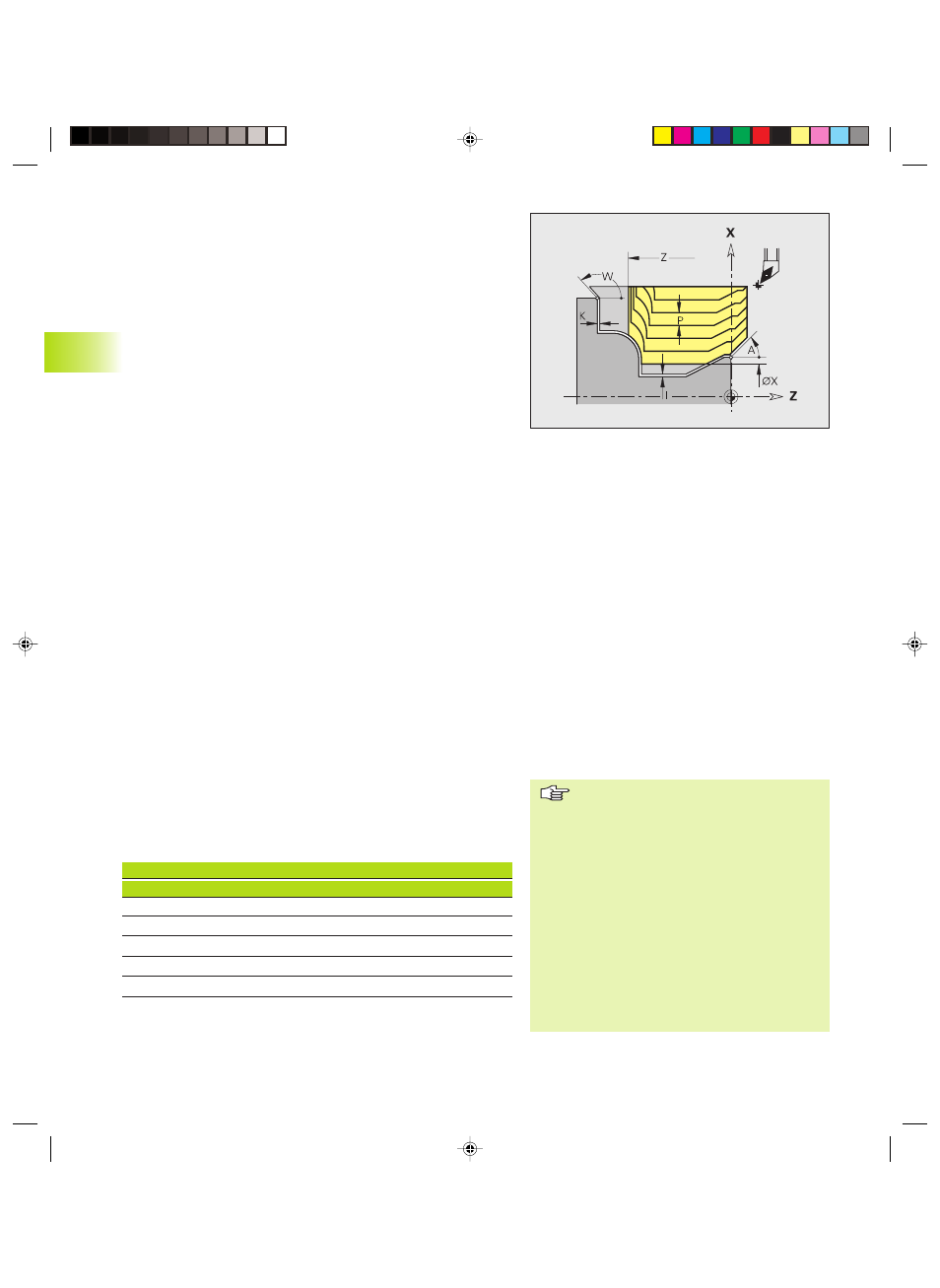
Sgrossatura parallela al profilo G830
L'istruzione G830 lavora parallelamente al profilo l'area descritta da
”NS, NE”. Il CNC PILOT identifica sulla base della definizione
dell'utensile se è presente una lavorazione esterna o interna. Con
”NS – NE” si definisce la direzione di lavorazione.
Se il profilo da lavorare è costituito da un solo elemento, vale
quanto segue:
■
Programmato solo NS: lavorazione in direzione della definizione
profilo
■
Programmati NS e NE: lavorazione in direzione opposta a quella
della definizione profilo
Se necessario, è possibile suddividere la superficie di lavorazione in
diverse aree (ad esempio in zone del profilo).
La forma più semplice di programmazione consiste nell'indicazione
di NS, NE e P.
Parametri
NS:
Numero blocco iniziale (inizio della zona del profilo)
NE:
Numero blocco finale (fine della zona del profilo)
P:
Avanzamento massimo
I:
Sovrametallo in direzione X (quota diametro) – default: 0
K:
Sovrametallo in direzione Z – default: 0
X:
Limitazione di taglio in direzione X (quota diametro) – default:
senza limitazione di taglio
Z:
Limitazione di taglio in direzione Z – default: senza limitazione
di taglio
A:
Angolo di avvicinamento (riferimento: asse Z) – default: 0°/
180° (parallelo ad asse Z)
W:
Angolo di allontanamento (riferimento: asse Z) – default: 90°/
270° (perpendicolare ad asse Z)
Q:
Tipo di allontanamento a fine ciclo – default: 0
■
Q=0: ritorno al punto di partenza (prima in direzione X poi Z)
■
Q=1: posizionamento davanti al profilo finito
■
Q=2: sollevamento a distanza di sicurezza e arresto
V:
Identificativo inizio/fine – default: 0
Lavorazione smusso/arrotondamento:
■
V=0: a inizio e fine
■
V=1: a inizio
■
V=2: a fine
Esecuzione ciclo
1 Calcolo delle aree di lavorazione e della
configurazione di taglio (avanzamento)
2 Avanzamento dal punto di partenza per la prima
passata tenendo conto della distanza di sicurezza
3 Esecuzione della passata di sgrossatura
4 Ritorno in rapido e avanzamento per la passata
successiva
5 Ripetizione di 3...4 fino a completare la zona di
lavorazione
6 Ripetizione, se necessaria, di 2...5, fino a
completare tutte le zone di lavorazione
7 Allontanamento come programmato in ”Q”
Limitazione di taglio: la posizione
utensile prima della chiamata ciclo è
determinante per l'esecuzione di una
limitazione di taglio. Il CNC PILOT lavora il
materiale sul lato della limitazione di
taglio su cui l'utensile si trova prima della
chiamata del ciclo.
Compensazione del raggio del
tagliente: viene eseguita.
Sovrametallo G57: ”ingrandisce” il
profilo (anche profili interni).
Sovrametallo G58:
■
>0: ”ingrandisce” il profilo
■
<0: non viene calcolato
Sovrametalli G57/G58: vengono
cancellati a fine ciclo.
■
V=3: senza lavorazione
■
V=4: lavorazione smusso/arrotondamento –
non elemento base (premessa: sezione del
profilo con un elemento)
D:
Disattivazione elementi (interagisce su
lavorazione di scarichi, torniture automatiche:
vedi tabella) – default: 0
6_4290BH4.pm6
21.02.2005, 08:03
126