7 cicli di t o rnit ur a – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 147
HEIDENHAIN CNC PILOT 4290
135
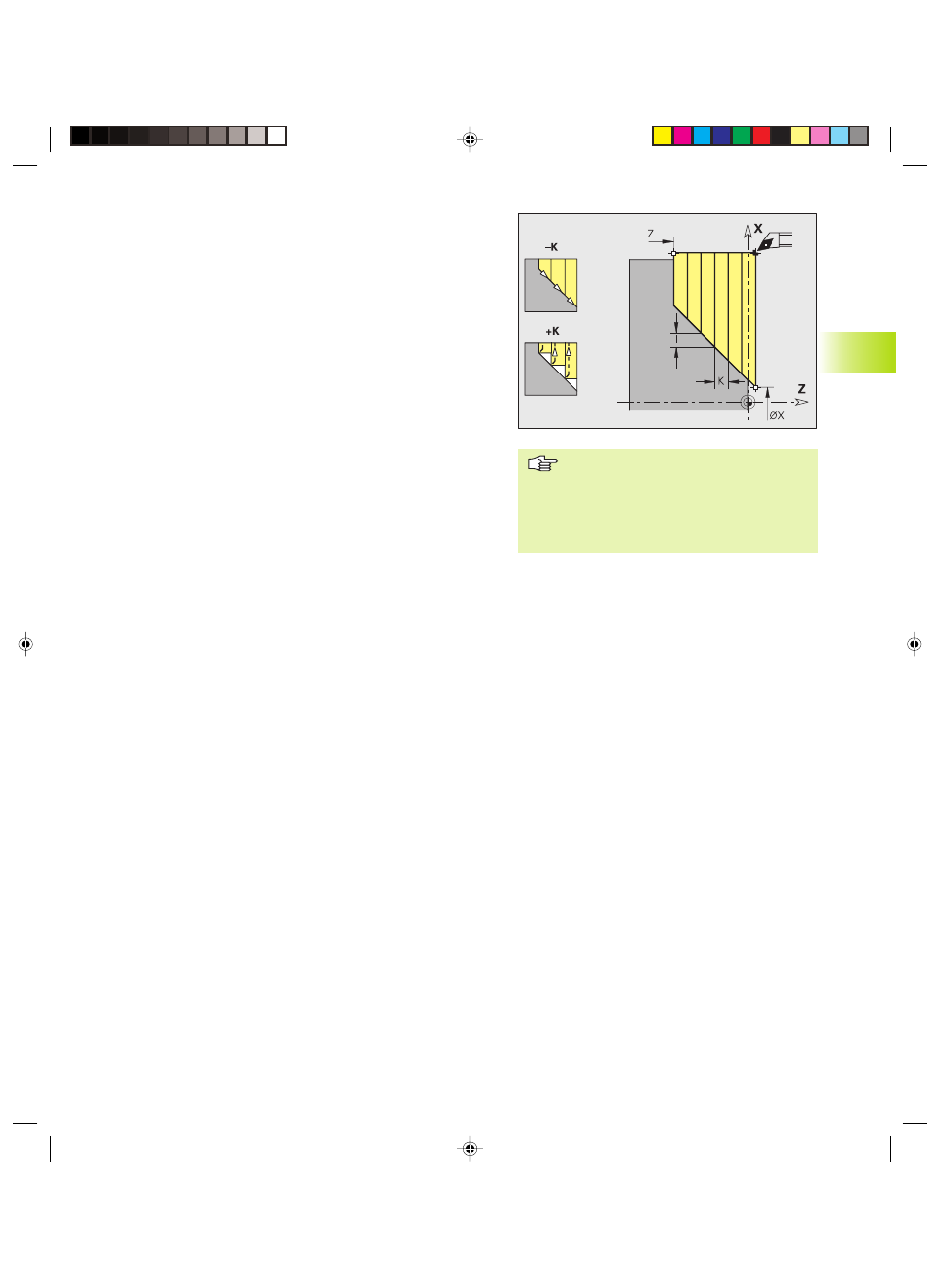
Tornitura radiale semplice G82
L'istruzione G82 lavora (sgrossa) l'area del profilo descritta da
posizione attuale dell'utensile e ”X, Z”. In caso di diagonale l'angolo si
definisce con I e K.
Il CNC PILOT identifica la lavorazione esterna/interna sulla base della
posizione del punto di arrivo.
La configurazione di taglio viene calcolata in modo tale da evitare una
”passata di finitura” e affinché l'avanzamento definito sia <=
”Avanzamento massimo K”.
Sovrametalli:
■
I sovrametalli G57
■
vengono calcolati in base al segno (per questo i sovrametalli non
sono possibili per lavorazioni interne)
■
rimangono attivi a fine ciclo
■
I sovrametalli G58: non vengono calcolati
Esecuzione ciclo
1 Calcolo della configurazione di taglio (avanzamento)
2 Avanzamento dal punto di partenza parallelamente all'asse per la
prima passata
3 Traslazione in avanzamento fino al punto di arrivo X
4 In funzione del ”Segno K”:
■
K<0: lavorazione lungo il profilo
■
K>0: sollevamento di 1 mm a 45°
5 Ritorno in rapido e avanzamento per la passata successiva
6 Ripetizione di 3...5, fino a raggiungere il ”punto di arrivo Z”
7 Sollevamento:
■
X – punto di partenza ciclo
■
Z – ultima coordinata di sollevamento
Parametri
X/Z: Punto di arrivo profilo (X come quota diametro)
I:
Offset in direzione X – default: 0
K:
Avanzamento massimo
■
K<0: con finitura del profilo
■
K>0: senza finitura del profilo
Q:
Avanzamento funz. G – default: 0
■
0: avanzamento con G0 (Rapido)
■
1: avanzamento con G1 (Avanzamento)
■
Programmazione X, Z: assoluta,
incrementale o modale
■
Compensazione raggio tagliente: non
viene eseguita
■
Distanza di sicurezza dopo ogni
passata: 1 mm.
4.7 Cicli di t
o
rnit
ur
a
6_4290BH4.pm6
21.02.2005, 08:03
135