5 rotazione del piano di lavoro (non sul tnc 410) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 37
21
HEIDENHAIN TNC 410, TNC 426, TNC 430
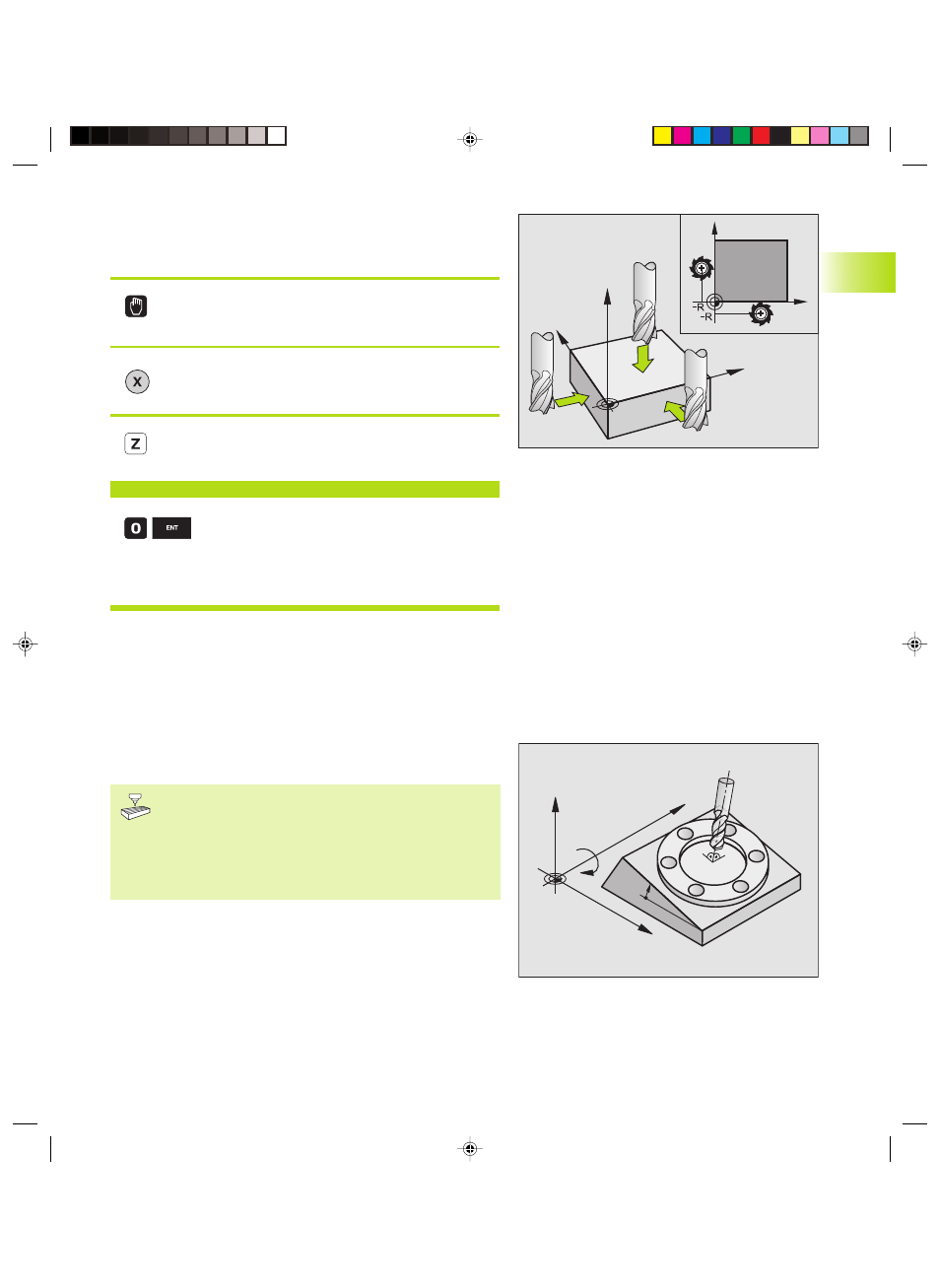
Impostare l’origine
Misura di precauzione: se la superficie del pezzo non deve essere
sfiorata, si deve sovrapporvi un lamierino di spessore d noto. Per
l‘origine si dovrà inserire in questo caso un valore maggiorato di d.
Selezionare il modo operativo
FUNZIONAMENTO MANUALE
<
Spostare l’utensile con precauzione fino a
sfiorare il pezzo
<
Selezionare l'asse (tutti gli assi sono
selezionabili anche tramite la tastiera ASCII)
IMPOSTAZIONE ORIGINE Z=
<
Utensile zero, asse del mandrino: impostare
l’indicazione su una posizione nota del pezzo
(p.es. 0) o inserire lo spessore d del lamierino.
Nel piano di lavoro: tener conto del raggio
dell'utensile
Determinare in modo analogo le origini dei restanti assi.
Utilizzando nell‘asse di accostamento un utensile con lunghezza
nota, impostare l‘indicazione dell‘asse di accostamento sulla
lunghezza L dell‘utensile o sulla somma Z=L+d.
2.5 Rotazione del piano di lavoro
(non sul TNC 410)
Le funzioni per la rotazione del piano di lavoro vengono
interfacciate dal Costruttore della macchina tra TNC e
macchina. Per determinate teste o tavole orientabili il
Costruttore della macchina definisce se gli angoli
programmati devono essere interpretati quali coordinate
degli assi di rotazione o quale angolo solido. Consultare
il Manuale della macchina.
Il TNC supporta la rotazione dei piani di lavoro su macchine con
teste o tavole orientabili. Impieghi tipici sono, p.es., fori obliqui o
profili posti in modo obliquo nello spazio. Il piano di lavoro viene
sempre ruotato intorno al punto zero attivo. La lavorazione viene
programmata come d‘abitudine in un piano principale (p.es. piano X/
Y) mentre l‘esecuzione viene realizzata in un piano ruotato rispetto
al piano principale.
Y
X
Z
X
Y
2.5 Rotazione del piano di la
v
o
ro
(
non sul
T
N
C
4
1
0
)
X
Z
Y
B
10°
DKAP2-3.PM6
28.06.2006, 14:46
21