7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 215
199
HEIDENHAIN TNC 410, TNC 426, TNC 430
Superficie di “intersezione“
E’ richiesta la lavorazione della superficie coperta da A e B (le
superfici non sovrapposte non devono essere lavorate)
■
A e B devono essere tasche.
■
A deve iniziare all‘interno di B.
Superficie A:
N510 G98 L1 *
N520 G01 G42 X+60 Y+50 *
N530 I+35 J+50 *
N540 G02 X+60 Y+50 *
N550 G98 L0 *
Superficie B:
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *
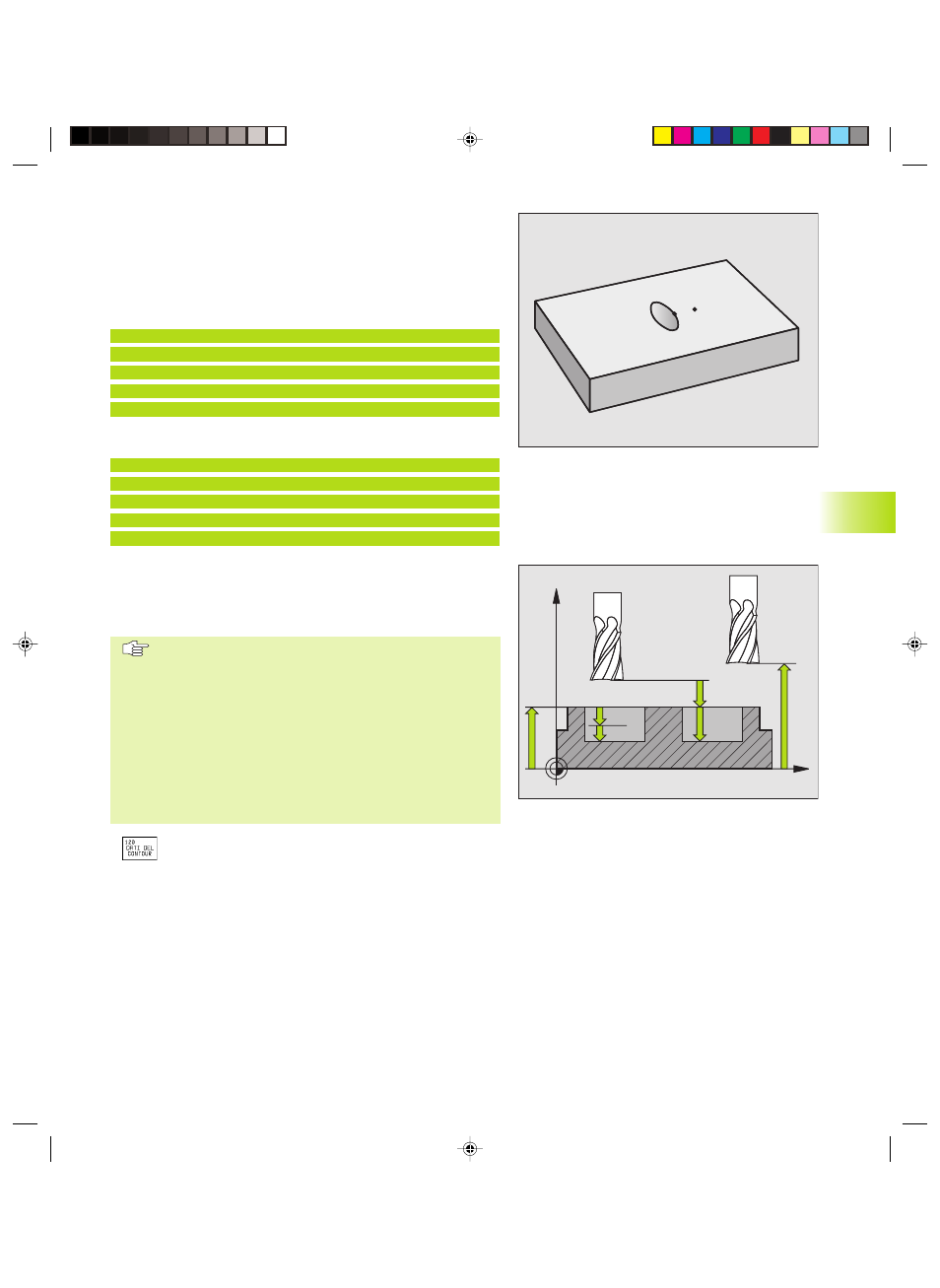
DATI DI PROFILO (Ciclo G120)
Nel ciclo G120 vengono inserite tutte le informazioni di lavorazione
per i sottoprogrammi di definizione dei segmenti di profilo.
Da osservare:
Il ciclo 221 è DEF attivo, cioè chiama automaticamente
l‘ultimo ciclo di lavorazione definito
Il segno del parametro PROFONDITA’ definisce la
direzione della lavorazione.
I dati di lavorazione definiti nel ciclo G120 valgono anche
per i cicli da G121 a G124.
Utilizzando i cicli SL in programmi con parametri Q, i
parametri da Q1 a Q19 non possono essere utilizzati quali
parametri di programma.
ú
PROFONDITA' DI FRESATURA Q1 (incrementale):
distanza tra la superficie del pezzo e il fondo della
tasca.
ú
FATTORE DI SOVRAPPOSIZIONE TRAIETTORIE Q2: Q2
x raggio utensile dà l‘accostamento laterale k.
ú
QUOTA DI FINITURA LATERALE Q3 (incrementale):
sovrametallo di finitura nel piano di lavoro
ú
SOVRAMETALLO PROFONDITA’ Q4 (incrementale):
sovrametallo di finitura per la profondità
ú
COORD. SUPERFICIE PEZZO Q5 (assoluto): coordinata
assoluta della superficie del pezzo
8.7 Cicli SL Gr
uppo II (non sul
TNC 41
0)
A
B
X
Z
Q6
Q7
Q1
Q10
Q5
KKAP8.PM6
28.06.2006, 14:46
199