7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 216
8 Programmazione: Cicli
200
ú
DISTANZA DI SICUREZZA Q6 (incrementale): distanza
tra la superficie frontale dell‘utensile e la superficie
del pezzo
ú
ALTEZZA DI SICUREZZA Q7 (assoluto): altezza assoluta
che esclude qualsiasi collisione con il pezzo (per il
posizionamento intermedio e il ritiro alla fine del ciclo)
ú
RAGGIO DI ARROTONDAMENTO INTERNO Q8: raggio
di arrotondamento per “spigoli interni“; il valore
programmato si riferisce alla traiettoria del centro
dell'utensile
ú
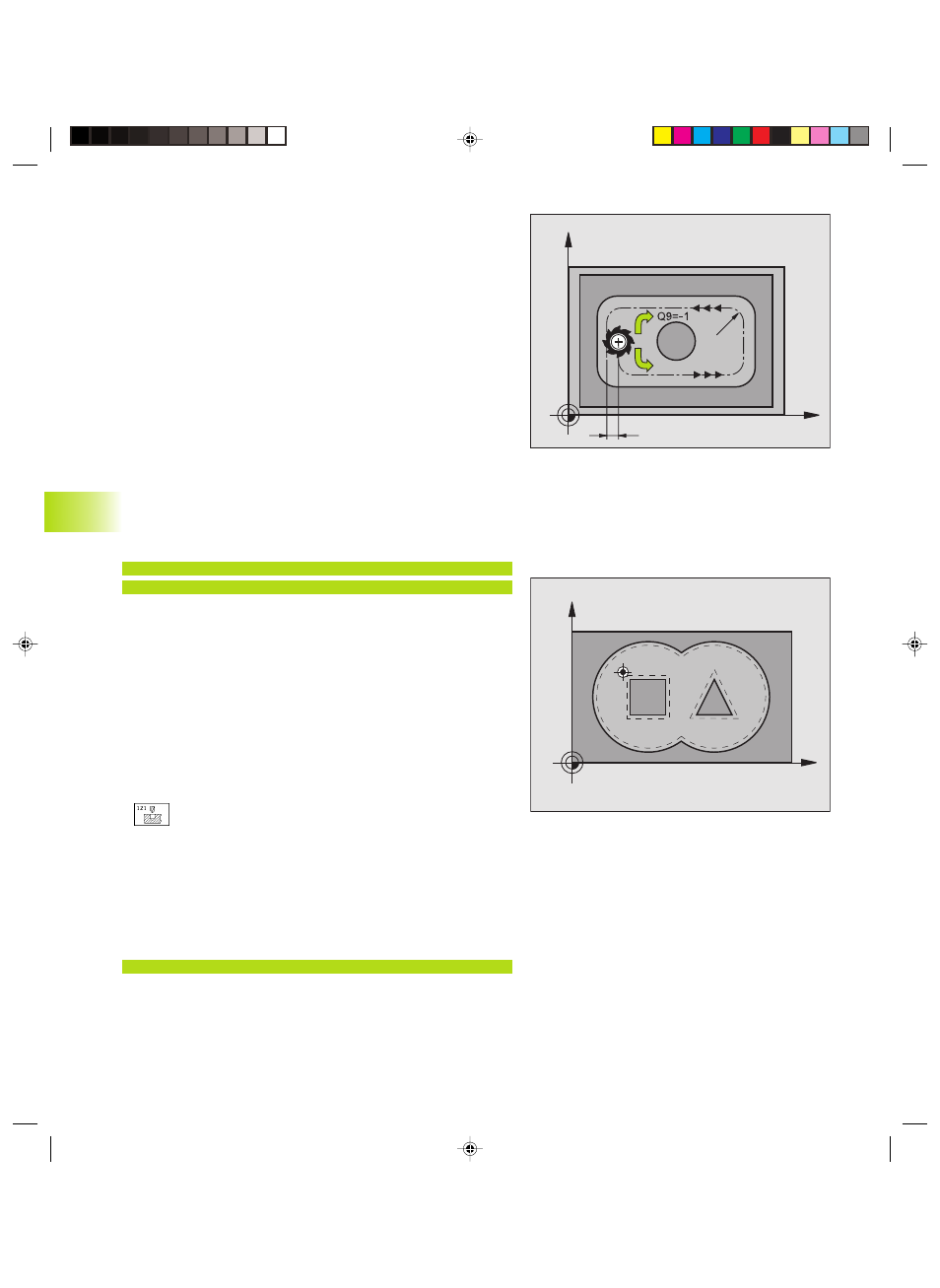
SENSO ROT. ? in senso orario = -1 Q9: direzione della
lavorazione per tasche
■
in senso orario (Q9 = -1 senso discorde per tasca
e isola)
■
in senso antiorario (Q9 = +1 senso concorde per
tasca e isola)
I parametri di lavorazione possono essere controllati ed
eventualmente sovrascritti durante un'interruzione
dell'esecuzione del programma.
Esempi di blocchi NC:
N57 G120 Q1=-20 Q2=1 Q3=+0.2 Q4=+0.1 Q5=+0 Q6=+2
Q7=+50 Q8=0.5 Q9=+1*
FORATURA PRELIMINARE (Ciclo G121)
Svolgimento del ciclo
Come per il ciclo G83 ”Foratura profonda” (vedere ”8.3 Cicli di
foratura”).
Impiego
Nella scelta dei punti di penetrazione il ciclo G121 PREFORATURA
tiene conto della QUOTA LATERALE e della QUOTA FONDO,
nonché del raggio dell’utensile di svuotamento. I punti di
penetrazione sono contemporaneamente i punti di partenza per lo
svuotamento.
ú
PROFONDITA’ DI ACCOSTAMENTO Q10
(incrementale): quota di cui l’utensile viene accostato
di volta in volta (segno con direzione di lavoro
negativa ”–”)
ú
AVANZAMENTO IN PROFONDITA’ Q11: avanzamento
di foratura in mm/min
ú
NUMERO UTENSILE SVUOTAMENTO Q13: numero
dell’utensile di svuotamento
Esempi di blocchi NC:
N58 G121 Q10=+5 Q11=100 Q13=1*
8.7 Cicli SL Gr
uppo II (non sul
TNC 41
0)
X
Y
X
Y
k
Q9=+1
Q8
KKAP8.PM6
28.06.2006, 14:46
200