4 t raiet to rie - coor dinat e car tesiane – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 119
103
HEIDENHAIN TNC 410, TNC 426, TNC 430
ú
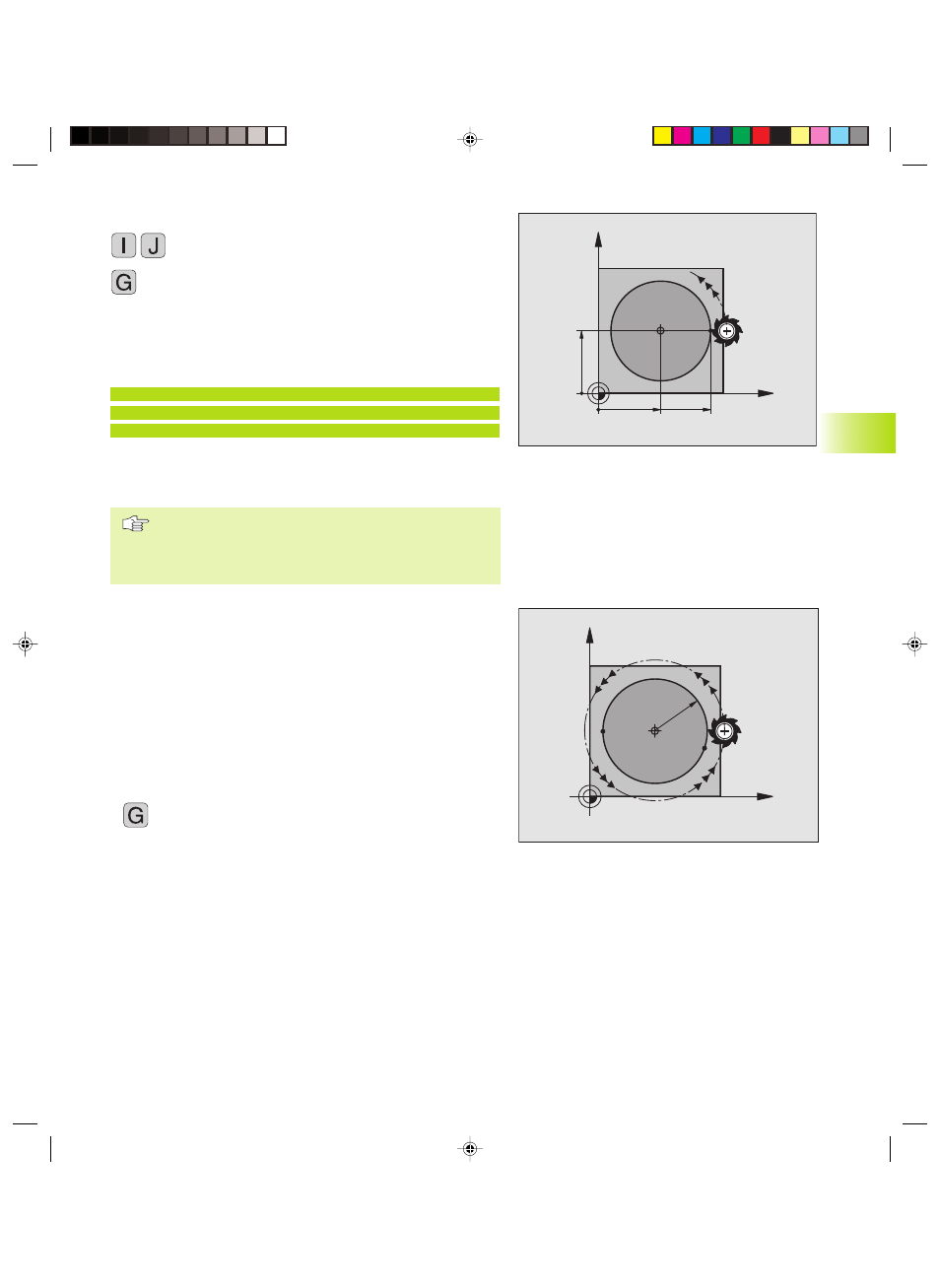
Portare l’utensile sul punto di partenza della traiettoria circolare
ú
Inserire le COORDINATE del centro del cerchio
3
ú
Ins. le COORD. del punto finale dell‘arco di cerchio
Ove necessario:
ú
Avanzamento F
ú
FUNZIONE AUSILIARIA M
Esempi di blocchi NC
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Cerchio pieno
Per il cerchio pieno occorre programmare per il punto finale le
stesse coordinate del punto di partenza.
Il punto di partenza e il punto finale del movimento
circolare devono trovarsi sulla traiettoria circolare.
Tolleranza di inserimento: fino a 0,016 mm (definibile
tramite MP7431, non sul TNC 410)
Traiettoria circolare G02/G03/G05 con raggio
predeterminato
L’utensile si sposta su una traiettoria circolare avente il raggio R.
Senso
■
In senso orario: G02
■
In senso antiorario: G03
■
Senza programmazione del senso di rotazione: G05 il TNC esegue
la traiettoria circolare con l'ultimo senso di rotazione programmato.
Attenzione: Il senso di rotazione definisce se la curvatura è concava
o convessa!
3
ú
Inserire le COOR. del punto finale dell‘arco di cerchio
ú
RAGGIO R
Attenzione: Il segno definisce la grandezza dell’arco di
cerchio!
Ove necessario:
ú
Avanzamento F
ú
FUNZIONE AUSILIARIA M
Cerchio pieno
Per un cerchio pieno programmare due blocchi consecutivi:
Il punto finale del primo semicerchio è contemporaneamente punto
di partenza del secondo semicerchio. Il punto finale del secondo
semicerchio è punto di partenza del primo. Vedere figura a destra.
6
.4
T
raiet
to
rie - Coor
dinat
e car
tesiane
X
Y
25=I
45
25=J
CC
X
Y
I,J
S
1
=E
2
E
1
=S
2
R
GKAP6.PM6
28.06.2006, 14:46
103