6 cicli sl gr uppo i – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 210
8 Programmazione: Cicli
194
X
Z
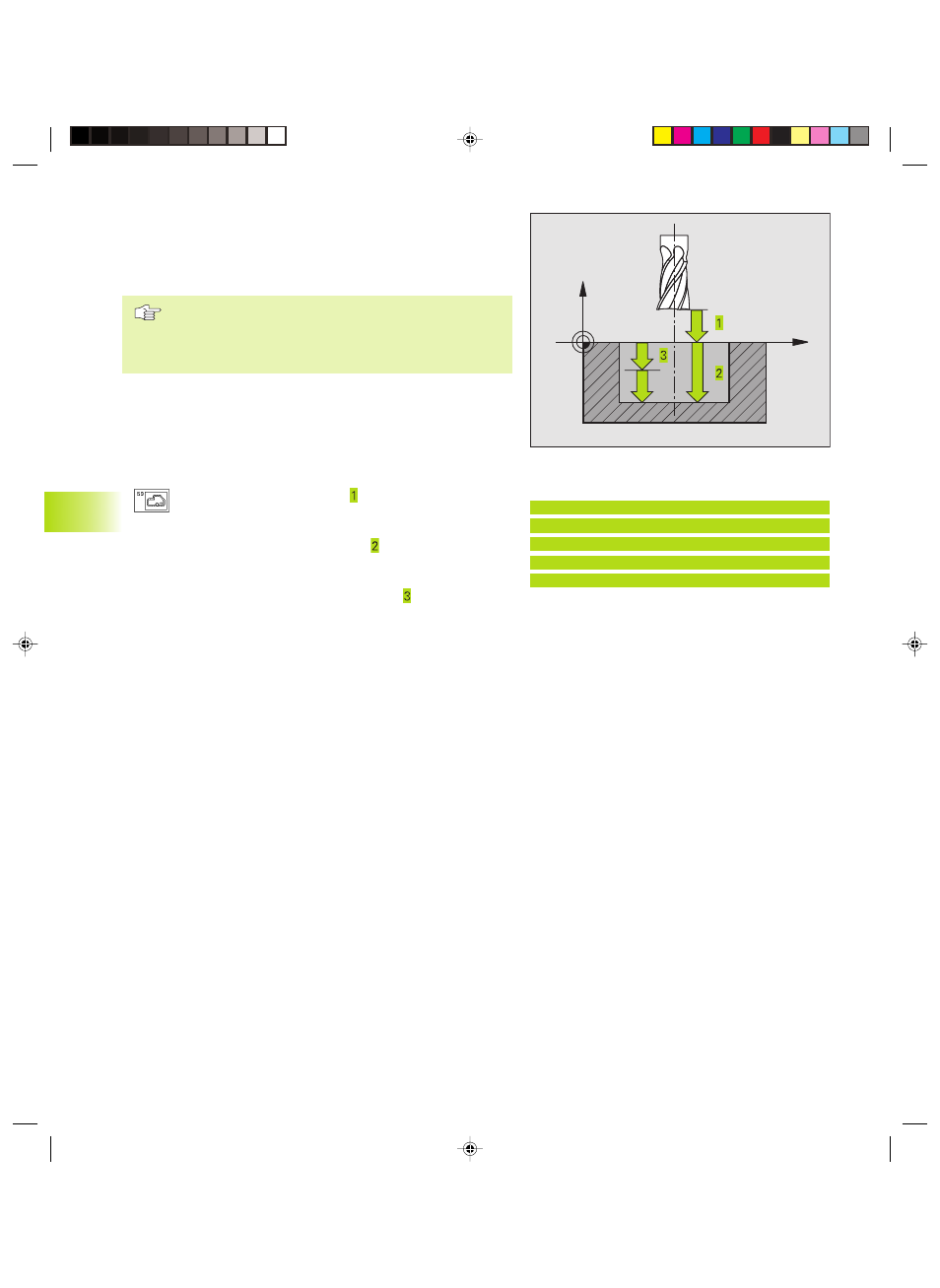
FRESATURA DI CONTORNATURA (Ciclo G58/G59)
Impiego
I Cicli G58/G59 FRESATURA DI CONTORNATURA vengono utilizzati
per la finitura del contorno della tasca.
Da osservare:
Programmare l‘istruzione di posizionamento del punto di
partenza nell‘asse del mandrino (DISTANZA DI
SICUREZZA sopra la superficie del pezzo)
Senso di rotazione nella contornatura
■
In senso orario: G58
■
In senso antiorario: G59
Il TNC rifinisce separatamente i singoli segmenti di profilo, anche
con più accostamenti ove impostati.
ú
DISTANZA DI SICUREZZA (incrementale): distanza
tra la punta dell‘utensile (pos. di partenza) e la
superficie del pezzo
ú
PROFONDITA‘ DI FRESATURA (incrementale):
distanza tra la superficie del pezzo e il fondo della
tasca
ú
PROFONDITA‘ DI ACCOSTAMENTO (incrementale):
quota dei singoli accostamenti dell’utensile. Il TNC si
porta in un unico passo fino alla PROFONDITA’
quando:
■
PROFONDITA' DI ACCOSTAMENTO e PROFONDITA'
DI FRESATURA sono uguali
■
La PROFONDITA’ DI ACCOSTAMENTO è maggiore
della PROFONDITA’ DI FRESATURA
La PROFONDITA’ DI FRESATURA non deve essere un
multiplo della PROFONDITA’ DI ACCOSTAMENTO
ú
AVANZAMENTO IN PROFONDITA’: velocità di
penetrazione in mm/min
ú
AVANZAMENTO: avanzamento di fresatura in mm/min
8.6 Cicli SL Gr
uppo I
Esempi di blocchi NC:
N54 G58 P01 2 P02 -15 P03 5 P04 250
P05 500*
...
N71 G59 P01 2 P02 -15 P03 5 P04 250
P05 500*
KKAP8.PM6
28.06.2006, 14:46
194