6 cicli sl gr uppo i – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 207
191
HEIDENHAIN TNC 410, TNC 426, TNC 430
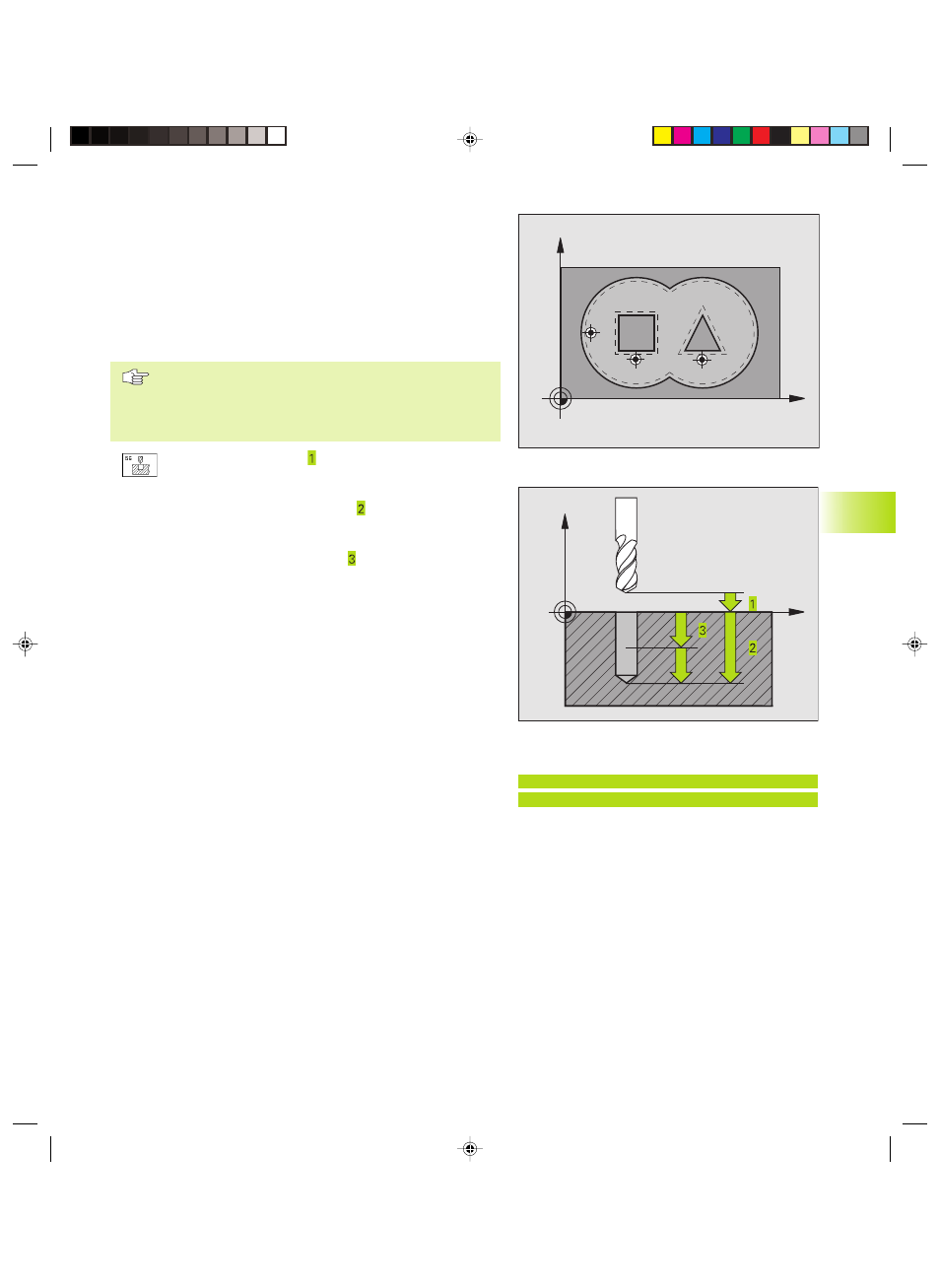
FORATURA PRELIMINARE (Ciclo G56)
Svolgimento del ciclo
come il Ciclo G83 FORATURA PROFONDA
Impiego
Per i punti di penetrazione il ciclo G56 FORATURA PRELIMINARE
tiene conto del SOVRAMETALLO DI FINITURA. I punti di
penetrazione sono contemporaneamente i punti di partenza per lo
svuotamento.
Da osservare:
Programmare l‘istruzione di posizionamento del punto di
partenza nell‘asse del mandrino (DISTANZA DI
SICUREZZA sopra la superficie del pezzo)
ú
Distanza di sicurezza (incrementale): distanza tra la
punta dell‘utensile (pos. di partenza) e la superficie del
pezzo
ú
PROFONDITA’ DI FORATURA (incrementale):
distanza tra la superficie del pezzo e il fondo del foro
(punta del cono di foratura)
ú
Profondità di accostamento (incrementale): quota
dei singoli accostamenti dell’utensile. Il TNC si porta in
un unico passo fino alla PROFONDITA’ quando:
■
la PROFONDITA' DI ACCOSTAMENTO e la
PROFONDITA' sono uguali
■
la PROFONDITA' DI ACCOSTAMENTO è maggiore
della PROFONDITA'
La PROFONDITA’ DI FORATURA non deve essere un
multiplo della PROFONDITA’ DI ACCOSTAMENTO
ú
AVANZAMENTO IN PROFONDITA: avanzamento di
foratura in mm/min
ú
SOVRAMETALLO DI FINITURA: sovrametallo nel piano
di lavoro
X
Z
X
Y
8.6 Cicli SL Gr
uppo I
Esempi di blocchi NC:
N54 G56 P01 2 P02 -15 P03 5 P04 250
P05 +0.5*
KKAP8.PM6
28.06.2006, 14:46
191