8 cicli di spianatura – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 235
219
HEIDENHAIN TNC 410, TNC 426, TNC 430
Da osservare:
Il TNC posiziona l’utensile sul punto di partenza partendo
dalla posizione attuale con un movimento lineare 3D.
L’utensile deve essere preposizionato in modo tale da
escludere qualsiasi collisione con il pezzo o i dispositivi
di serraggio.
Il TNC sposta l’utensile tra le posizioni programmate con
CORREZIONE DEL RAGGIO G40
Utilizzare eventualmente una fresa con tagliente frontale
a taglio centrale (DIN 844).
ú
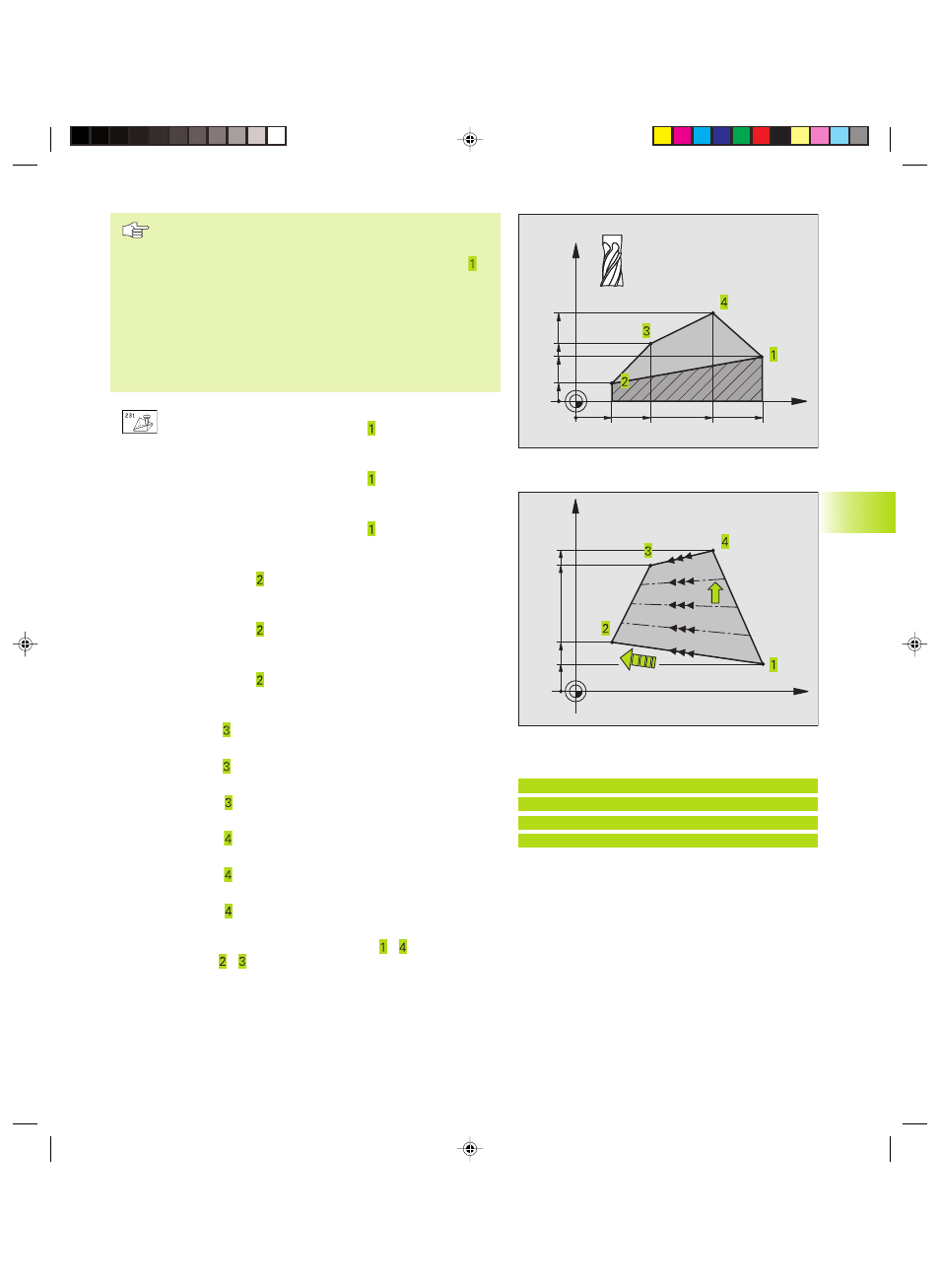
PUNTO DI PARTENZA 1º ASSE Q225 (assoluto):
coordinata del punto di partenza della superficie da
spianare nell’asse principale del piano di lavoro
ú
PUNTO DI PARTENZA 2º ASSE Q226 (assoluto):
coordinata del punto di partenza della superficie da
spianare nell’asse secondario del piano di lavoro
ú
PUNTO DI PARTENZA 3º ASSE Q227 (assoluto):
coordinata del punto di partenza della superficie da
spianare nell’asse mandrino
ú
2° PUNTO 1º ASSE Q228 (assoluto): coordinata del
punto finale della superficie da spianare nell‘asse
principale del piano di lavoro
ú
2° PUNTO 2º ASSE Q229 (assoluto): coordinata del
punto finale della superficie da spianare nell‘asse
secondario del piano di lavoro
ú
2° PUNTO 3º ASSE Q230 (assoluto): coordinata del
punto finale della superficie da spianare nell’asse del
mandrino
ú
3. PUNT0 1º ASSE Q231 (assoluto): coordinata del
punto nell'asse principale del piano di lavoro
ú
3. PUNT0 2º ASSE Q232 (assoluto): coordinata del
punto nell'asse secondario del piano di lavoro
ú
3. PUNTO 3º ASSE Q233 (assoluto): coordinata del
punto
nell'asse del mandrino
ú
4. PUNT0 1º ASSE Q234 (assoluto): coordinata del
punto
nell'asse principale del piano di lavoro
ú
4. PUNT0 2º ASSE Q235 (assoluto): coordinata del
punto nell'asse secondario del piano di lavoro
ú
4. PUNTO 3º ASSE Q236 (assoluto): coordinata del
punto
nell'asse del mandrino
ú
NUMERO DEI TAGLI Q240: numero linee di cui il TNC
deve spostare l'utensile tra i punti - e tra i
punti -
ú
AVANZAMENTO FRESATURA Q207: velocità di
spostamento dell’utensile durante la fresatura in mm/
min. Il TNC esegue il primo taglio a velocità dimezzata
rispetto a quella programmata
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
8.8 Cicli di spianatura
Esempi di blocchi NC:
N72
G231 Q225=+0 Q226=+5 Q227=-2
Q228=+100Q229=+15Q230=+5Q231=+15
Q232=+125 Q233=+25 Q234=+85
Q235=+95Q236=+35 Q240=40 Q207=500*
KKAP8.PM6
28.06.2006, 14:46
219