HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 186
8 Programmazione: Cicli
170
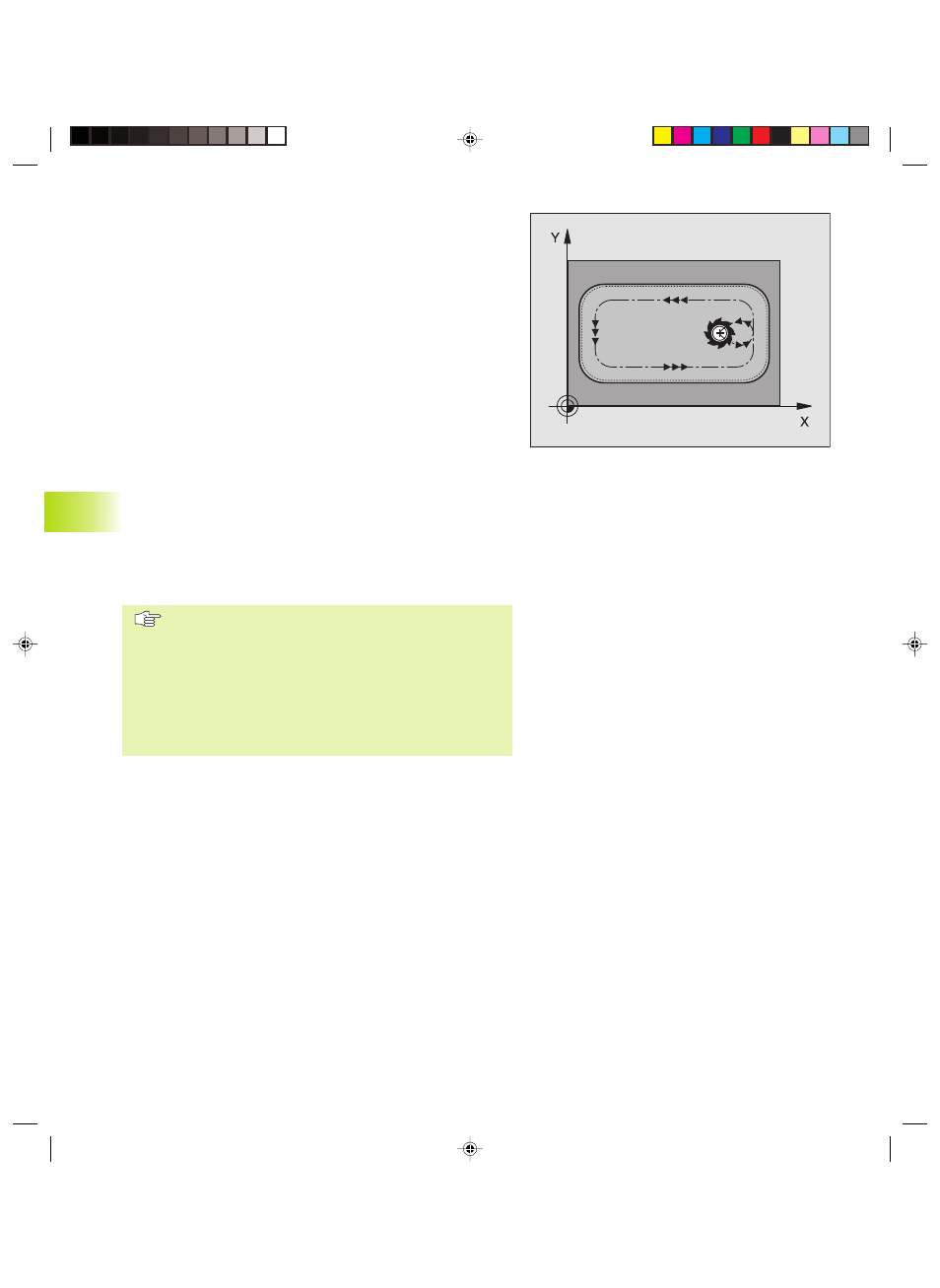
FINITURA TASCHE (Ciclo G212)
1 Il TNC porta l’utensile automaticamente nell’asse del mandrino
alla DISTANZA DI SICUREZZA oppure, se programmato, alla 2ª
DISTANZA DI SICUREZZA e successivamente al centro della tasca
2 Dal centro della tasca l’utensile si porta nel piano di lavoro al
punto di partenza della lavorazione. Per calcolare il punto di
partenza il TNC tiene conto del SOVRAMETALLO del pezzo e del
raggio dell‘utensile. Eventualmente il TNC effettua una
penetrazione nel centro della tasca
3 Se l'utensile si trova alla 2ª DISTANZA DI SICUREZZA il TNC lo
porta in rapido alla DISTANZA DI SICUREZZA e da lì con
l'AVANZAMENTO IN PROFONDITA' alla prima PROFONDITA' DI
ACCOSTAMENTO
4 Successivamente l’utensile entra tangenzialmente sul profilo del
pezzo finito ed esegue una contornatura con fresatura concorde
5 In seguito l’utensile si stacca tangenzialmente dal profilo,
ritornando al punto di partenza nel piano di lavoro
6 Questa procedura (da 3 a 5) si ripete fino al raggiungimento della
PROFONDITA’ programmata
7 Alla fine del ciclo il TNC porta l’utensile in rapido alla DISTANZA DI
SICUREZZA o, se programmata, alla 2ª DISTANZA DI SICUREZZA
e successivamente al centro della tasca (posizione finale =
posizione iniziale)
Da osservare:
Il segno del parametro PROFONDITA’ definisce la
direzione della lavorazione.
Se si desidera rifinire la tasca dal pieno utilizzare frese
con tagliente frontale a taglio centrale (DIN 844) e
programmare piccoli AVANZAMENTI IN PROFONDITA’
Dimensione minima della tasca: tre volte il raggio
dell'utensile.
8.4 Cicli per la fr
esat
ur
a di tasc
he,
isole e scanalat
ur
e
KKAP8.PM6
28.06.2006, 14:46
170