1 0 esempi di pr ogr ammazione – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 286
HEIDENHAIN TNC 410, TNC 426, TNC 430
271
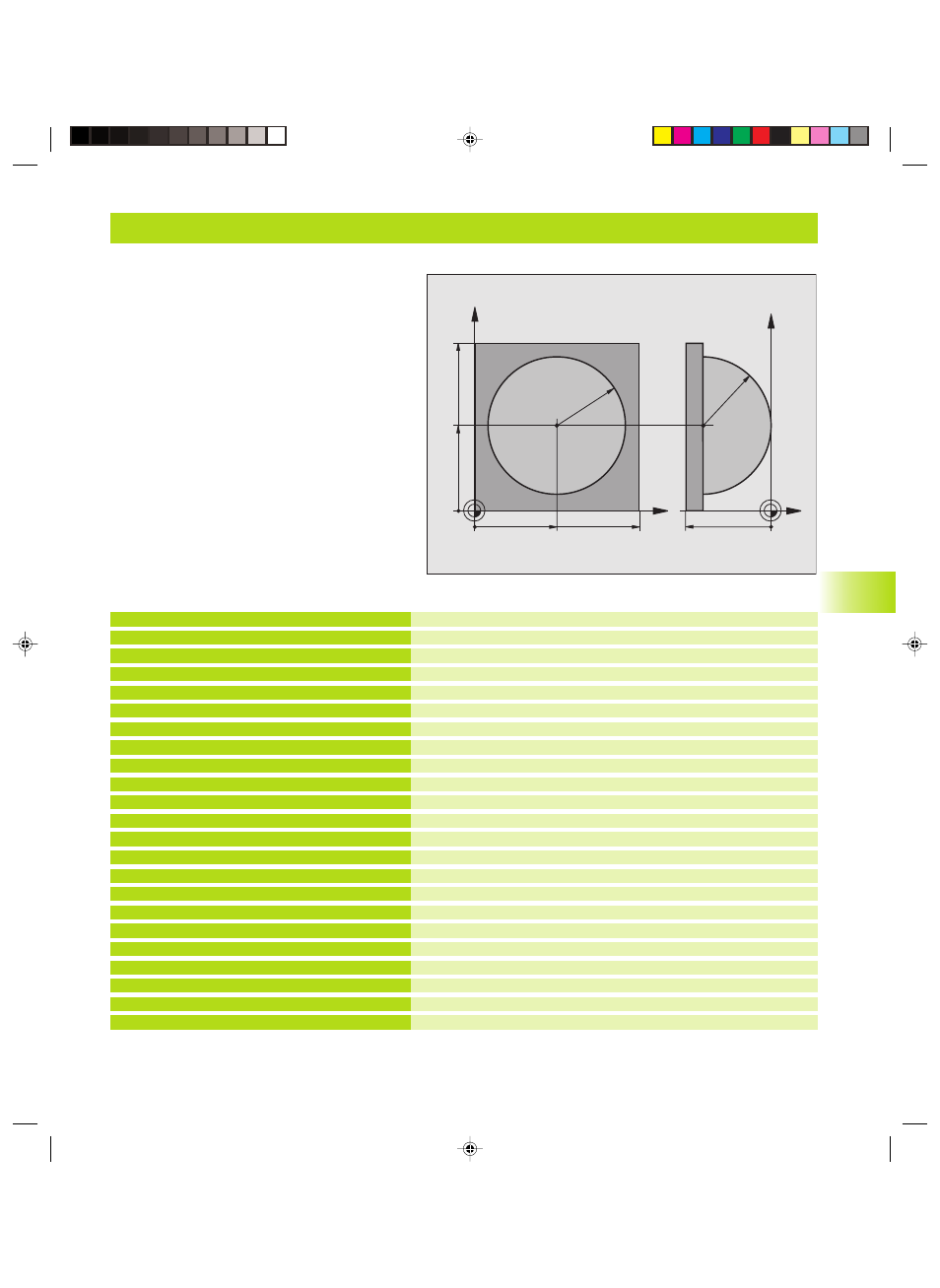
Esempio: Lavorazione di una sfera con una fresa a candela
Esempio: Lavorazione di una sfera con una fresa a candela
Centro Asse X
Centro Asse Y
Angolo di partenza solido (piano Z/X)
Angolo finale solido (piano Z/X)
Passo angolare nello spazio
Raggio della sfera
Angolo di partenza rotazione nel piano X/Y
Angolo finale rotazione nel piano X/Y
Passo angolare nel piano X/Y per la sgrossatura
Sovradimensione raggio sfera per la sgrossatura
Distanza di sicurezza per preposizionamento nell‘asse mandrino
Avanzamento di fresatura
Definizione pezzo grezzo
Definizione utensile
Richiamo utensile
Disimpegno utensile
Chiamata della lavorazione
Azzeramento della sovradimensione
Passo angolare nel piano X/Y per la finitura
Chiamata della lavorazione
Disimpegnare l'utensile, fine del programma
%SFERA G71 *
N10 D00 Q1 P01 +50 *
N20 D00 Q2 P01 +50 *
N30 D00 Q4 P01 +90 *
N40 D00 Q5 P01 +0 *
N50 D00 Q14 P01 +5 *
N60 D00 Q6 P01 +45 *
N70 D00 Q8 P01 +0 *
N80 D00 Q9 P01 +360 *
N90 D00 Q18 P01 +10 *
N100 D00 Q10 P01 +5 *
N110 D00 Q11 P01 +2 *
N120 D00 Q12 P01 +350 *
N130 G30 G17 X+0 Y+0 Z-50 *
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L+0 R+7,5 *
N160 T1 G17 S4000 *
N170 G00 G40 G90 Z+250 *
N180 L10,0 *
N190 D00 Q10 P01 +0 *
N200 D00 Q18 P01 +5 *
N210 L10,0 *
N220 G00 G40 Z+250 M2 *
Esecuzione del programma
■
Il programma funziona solo con una fresa a candela
■
Il profilo della sfera viene programmato con tante
piccole rette (Piano Z/X, definibili mediante Q14).
Quanto più piccoli sono i passi angolari, tanto più
liscio risulterà il profilo
■
Il numero dei tagli di profilo viene determinato
mediante il passo angolare nel piano (mediante
Q18)
■
La sfera verrà lavorata con taglio 3D dal basso
verso l’alto
■
Il raggio dell’utensile viene corretto
automaticamente
X
Y
50
100
100
Z
Y
-50
R45
50
R45
1
0.1
0 Esempi di pr
ogr
ammazione
MKAP10.PM6
28.06.2006, 14:46
271