6 esempi di programmazione – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 263
247
HEIDENHAIN TNC 410, TNC 426, TNC 430
9.6 Esempi di programmazione
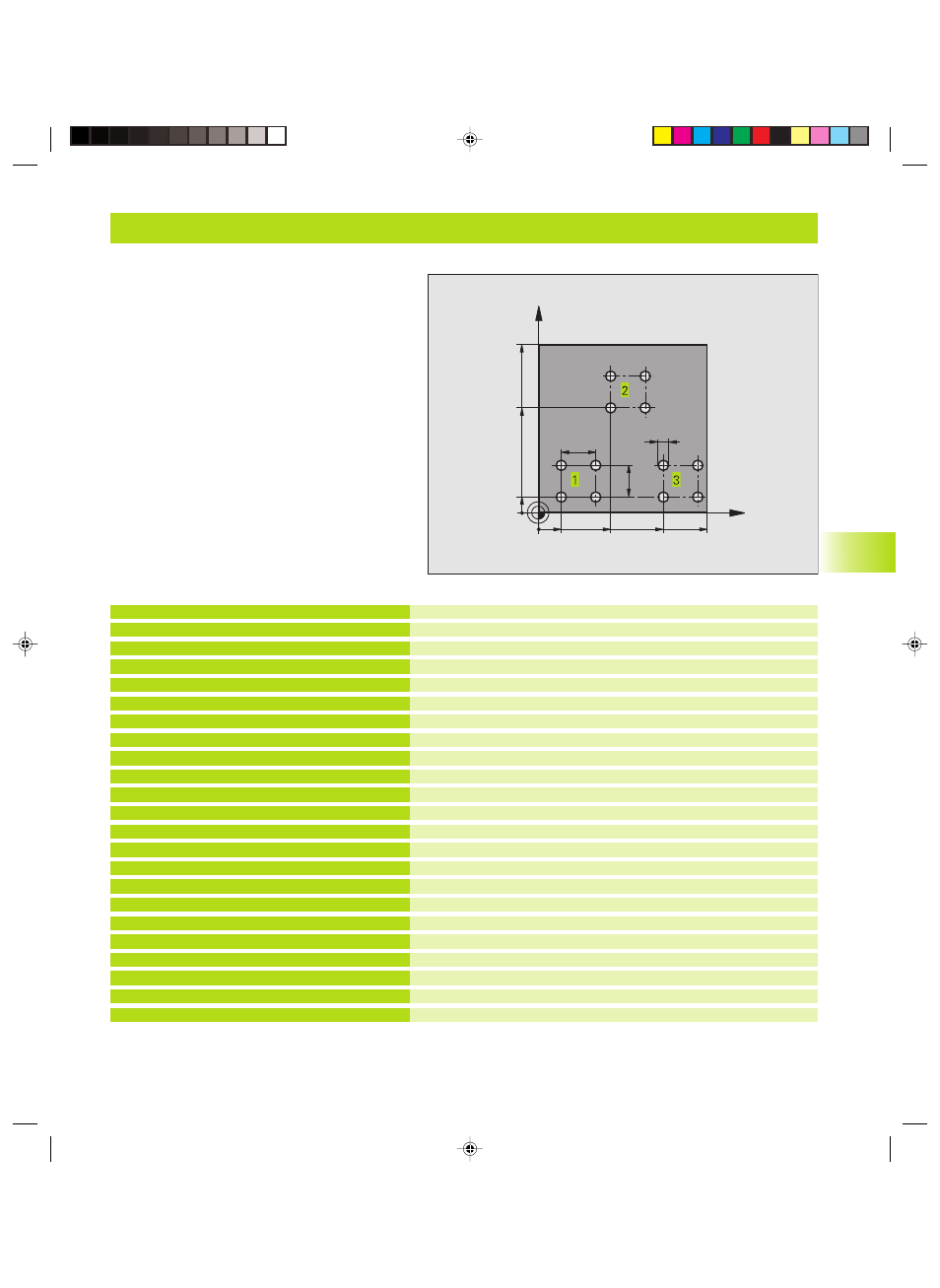
Esempio: Gruppi di fori
%UP1 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2,5 *
N40 T1 G17 S5000 *
N50 G00 G40 G90 Z+250 *
N60 G83 P01 +2 P02 -30 P03 +5 P04 0
P05 300 *
N70 X+15 Y+10 M3 *
N80 L1,0 *
N90 X+45 Y+60 *
N100 L1,0 *
N110 X+75 Y+10 *
N120 L1,0 *
N130 G00 Z+250 M2 *
N140 G98 L1 *
N150 Z+2 M99 *
N160 G91 X+20 M99 *
N170 Y+20 M99 *
N180 X-20 G90 M99 *
N190 G98 L0 *
N999999 %UP1 G71 *
Definizione utensile
Richiamo utensile
Disimpegno utensile
Definizione del ciclo “Foratura“
Posizionam. sul punto di partenza del gruppo fori 1, mandrino ON
Richiamo sottoprogramma per gruppo di fori
Posizionamento sul punto di partenza del gruppo fori 2
Richiamo sottoprogramma per gruppo di fori
Posizionamento sul punto di partenza del gruppo fori 3
Richiamo sottoprogramma per gruppo di fori
Fine del programma principale
Inizio del sottoprogramma 1: gruppo di fori
1º foro; in Z alla distanza di sicurezza, chiamata ciclo
Posizionamento sul 2º foro, chiamata ciclo
Posizionamento sul 3º foro, chiamata ciclo
Posizionamento sul 4º foro, chiamata ciclo
Fine del sottoprogramma 1
Esempio: Gruppi di fori
Esecuzione del programma
■
Posizionamento sui gruppi di fori nel programma
principale
■
Richiamo gruppo di fori (sottoprogramma 1)
■
Una sola programmazione del gruppo di fori nel
sottoprogramma 1
X
Y
15
60
100
100
75
10
45
20
20
5
LKAP9.PM6
28.06.2006, 14:47
247