9 cicli per la conversione delle coordinate – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 250
8 Programmazione: Cicli
234
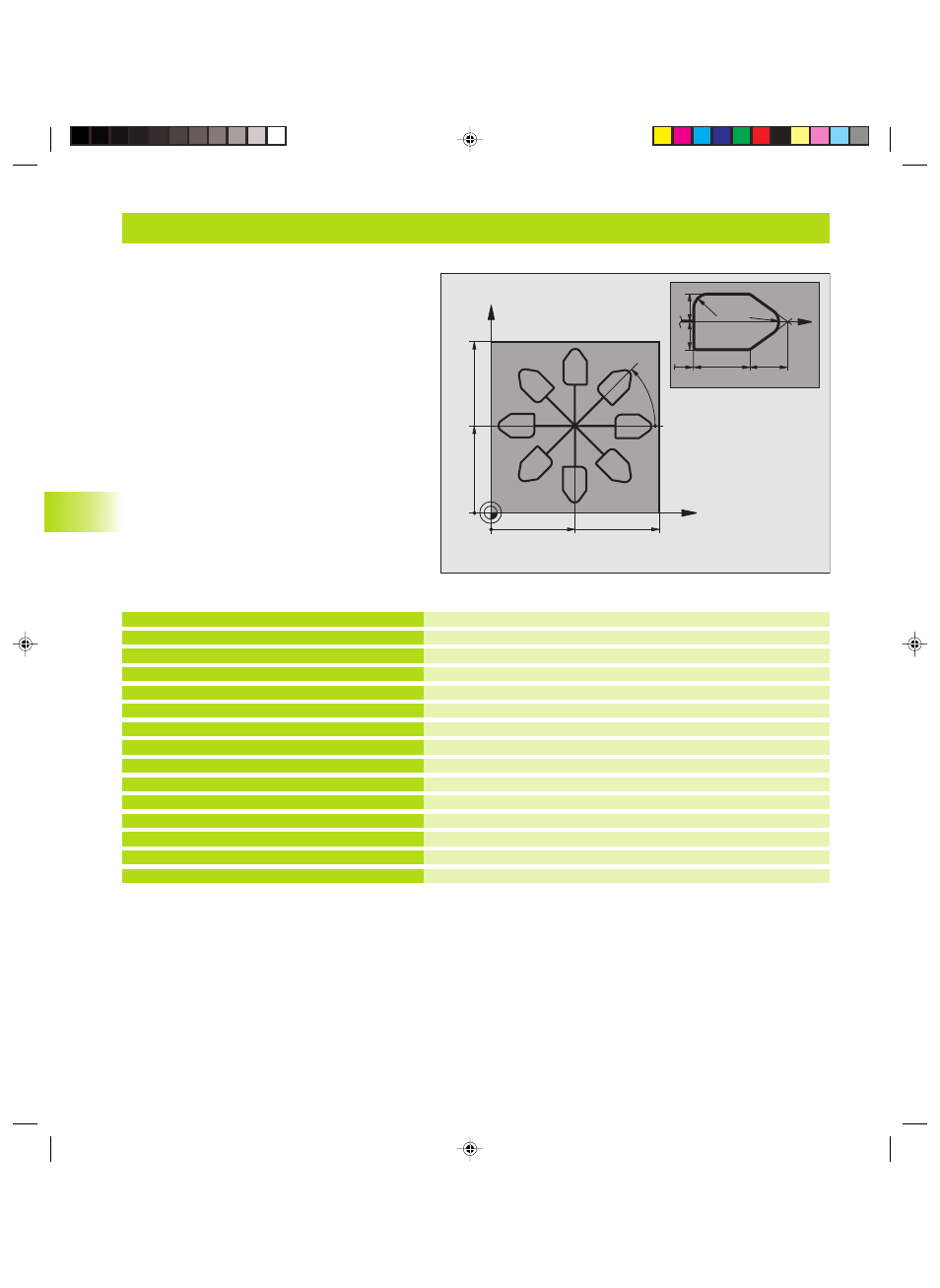
Esempio: Cicli per la conversione delle coordinate
Definizione pezzo grezzo
Definizione utensile
Richiamo utensile
Disimpegno utensile
Spostamento dell’origine al centro
Richiamo lavorazione di fresatura
Impostazione label per la ripetizione di blocchi di programma
Rotazione di 45°, valore incrementale
Richiamo lavorazione di fresatura
Salto di ritorno al LBL 10; in totale 6 volte
Annullamento della rotazione
Annullamento dello spostamento dell’origine
Disimpegnare l'utensile, fine del programma
%KOUMR G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+130 Y+130 Z+0 *
N30 G99 T1 L+0 R+1 *
N40 T1 G17 S4500 *
N50 G00 G40 G90 Z+250 *
N60 G54 X+65 Y+65 *
N70 L1,0 *
N80 G98 L10 *
N90 G73 G91 H+45 *
N100 L1,0 *
N110 L10,6 *
N120 G73 G90 H+0 *
N130 G54 X+0 Y+0 *
N140 G00 Z+250 M2 *
Esecuzione del programma
■
Conversione delle coordinate nel programma
principale
■
Lavorazione nel sottoprogramma 1 (vedere ”9
Programmazione: sottoprogrammi e ripetizione di
blocchi di programma”)
8.9 Cicli per la conversione delle coordinate
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10
KKAP8.PM6
28.06.2006, 14:46
234