3 cicli di foratura – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 163
147
HEIDENHAIN TNC 410, TNC 426, TNC 430
ú
2ª DISTANZA DI SICUREZZA Q204 (incrementale):
coordinata dell’asse del mandrino che esclude una
collisione tra l’utensile e il pezzo (il dispositivo di
serraggio)
Inoltre per i TNC 426, TNC 430 con numero software
NC 280 474-xx:
ú
TEMPO ATTESA SOTTO Q211: tempo in secondi
durante il quale l'utensile sosta sul fondo del foro
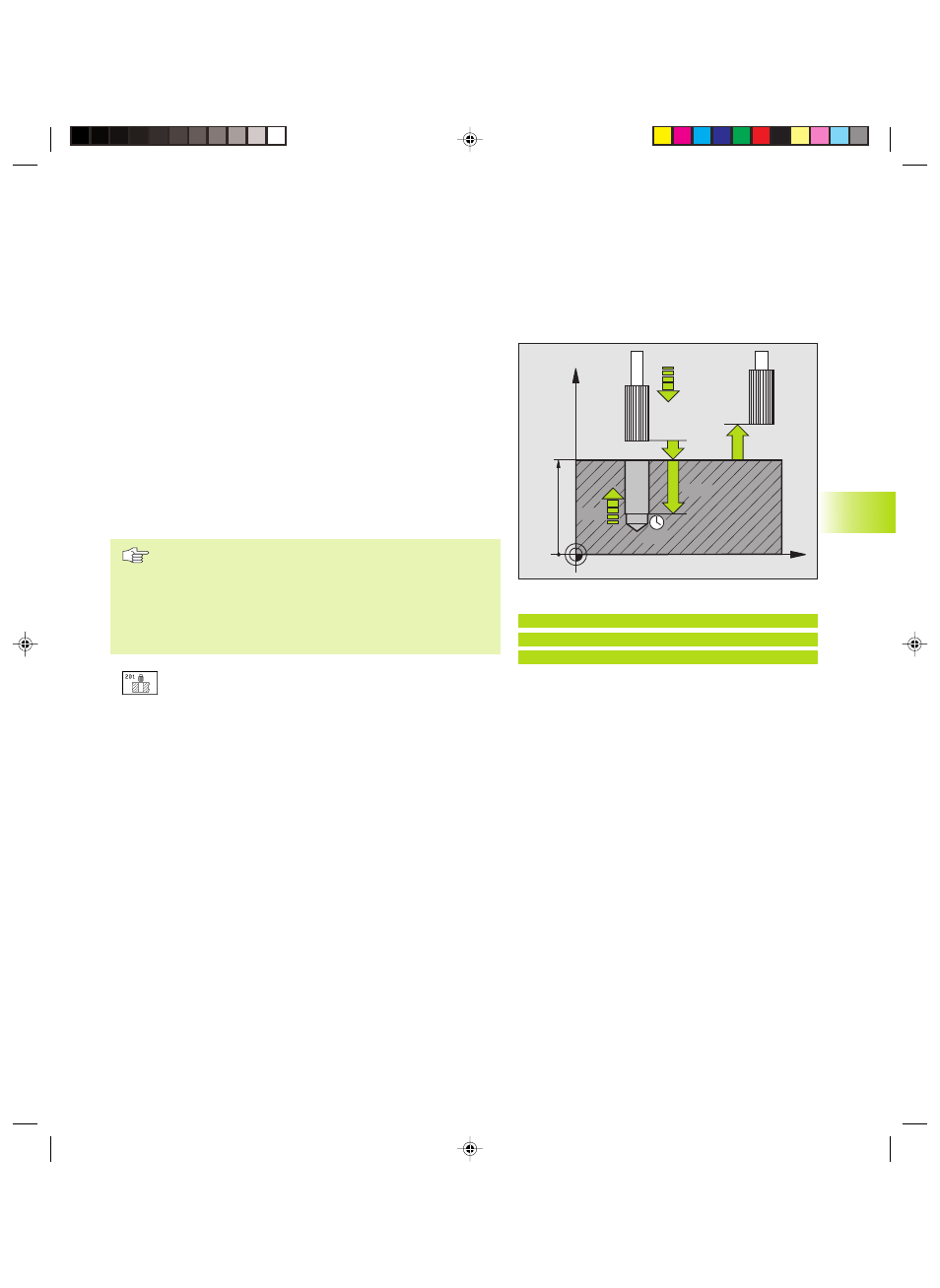
ALESATURA (Ciclo G201)
1 Il TNC posiziona l'utensile nell'asse del mandrino in rapido alla
DISTANZA DI SICUREZZA programmata sopra la superficie del
pezzo
2 L‘utensile alesa con l‘ AVANZAMENTO F fino alla PROFONDITA‘
programmata
3 Se programmata, l‘utensile esegue una sosta sul fondo del foro
4 Successivamente il TNC ritira l‘utensile con AVANZAMENTO F alla
DISTANZA DI SICUREZZA e da lì, se programmato, in rapido alla
2ª DISTANZA DI SICUREZZA
Da osservare:
Programmare un’istruzione di posizionamento sul punto
di partenza (centro del foro) nel piano di lavoro con
correzione del raggio G40.
Il segno del parametro PROFONDITA’ definisce la
direzione della lavorazione.
ú
DISTANZA DI SICUREZZA Q200 (incrementale):
distanza tra la punta dell’utensile e la superficie del
pezzo
ú
PROFONDITA’ Q201 (incrementale): distanza tra la
superficie del pezzo e il fondo del foro
ú
AVANZAMENTO IN PROFONDITA‘ Q206: Velocità di
spostamento dell‘utensile durante l‘alesatura in mm/
min
ú
TEMPO ATTESA SOTTO Q211: tempo in secondi
durante il quale l’utensile sosta sul fondo del foro
ú
INVERSIONE DI AVANZAMENTO RITORNO Q208:
Velocità dell‘utensile durante l‘estrazione dal foro in
mm/min. Impostando Q208 = 0, vale AVANZAMENTO
ALESATURA
ú
COORD. SUPERFICIE PEZZO Q203 (assoluto):
coordinata della superficie del pezzo
ú
2ª DISTANZA DI SICUREZZA Q204 (incrementale):
coordinata dell’asse del mandrino che esclude una
collisione tra l’utensile e il pezzo (il dispositivo di
serraggio)
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
8.3 Cicli di foratura
Esempi di blocchi NC:
N80 G201 Q200=2 Q201=-20 Q206=150
Q211=0.25 Q208=500 Q203=+0
Q204=50*
KKAP8.PM6
28.06.2006, 14:46
147