1 p a rametr i ut ent e g ener ali – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 362
HEIDENHAIN TNC 410, TNC 426, TNC 430
347
14.1 P
a
rametr
i ut
ent
e g
ener
ali
Cicli SL Gruppo I
MP7420
Fresatura del canale di contornatura in senso orario per isole e in senso
antiorario per tasche: +0
Fresatura del canale di contornatura in senso orario per tasche e in
senso antiorario per isole: +1
Fresatura del canale di contornatura prima dello svuotamento : +0
Fresatura del canale di contornatura dopo lo svuotamento: +2
Unione di profili corretti: +0
Unione di profili non corretti: +4
Svuotamento fino alla profondità delle tasche: +0
Fresatura della contornatura della tasca e svuotamento ad ogni
accostamento: +8
Per i cicli G56, G57, G58, G59, G121, G122, G124 vale:
Posizionamento utensile a fine ciclo sull’ultima posizione programmata
prima della chiamata ciclo: +0
Disimpegno utensile a fine ciclo solo nell’asse del mandrino: +16
Cicli SL Gruppo I, Modalità funzionamento (non su TNC 426, TNC 430)
MP7420.1
Svuotamento contemporaneo progressivo a meandri di settori separati
con sollevamenti dell'utensile : +0
Svuotamento progressivo di ogni singolo settore senza sollevamenti
dell'utensile : +1
Bit da 1 a 7: riservati
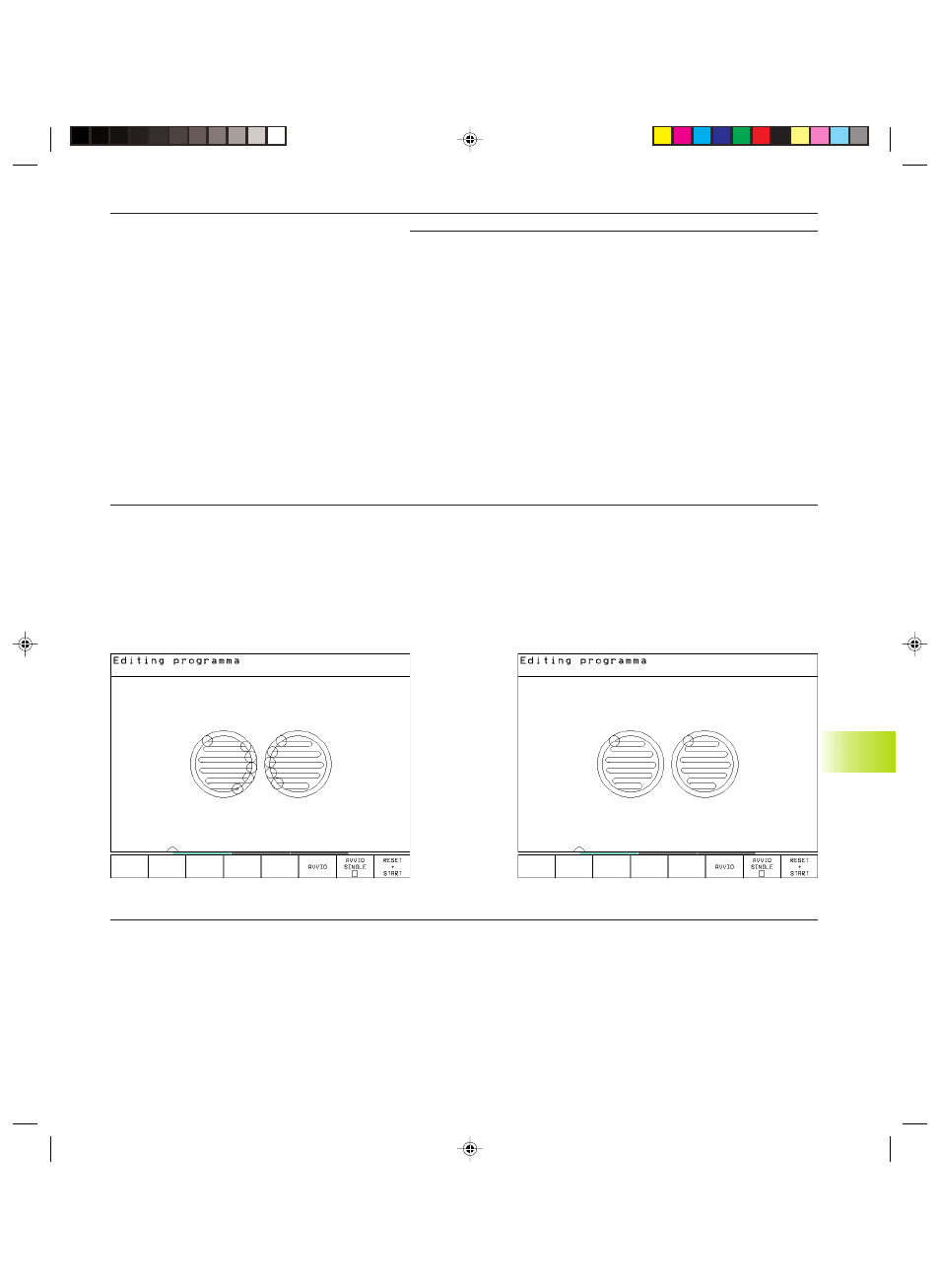
MP7420.1 = 0
(Cerchi piccoli = penetrazioni)
MP7420.1 = 1
RKAP14.PM6
28.06.2006, 14:46
347