6 esempi di programmazione – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 264
9 Programmazione: Sottoprogrammi e ripetizione di blocchi di programma
248
9.6 Esempi di programmazione
%UP2 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 *
N40 G99 T2 L+0 R+3 *
N50 G99 T3 L+0 R+3,5 *
N60 T1 G17 S5000 *
N70 G00 G40 G90 Z+250 *
N80 G83 P01 +2 P02 -3 P03 +3 P04 0
P05 250 *
N90 L1,0 *
N100 G00 Z+250 M6 *
N110 T2 G17 S4000 *
N120 G83 P01 +2 P02 -25 P03 +5 P04 0
P05 250 *
N130 L1,0 *
N140 G00 Z+250 M6 *
N150 T3 G17 S500 *
N160 G84 P01 +2 P02 -15 P03 0 P04 500 *
N170 L1,0 *
N180 G00 Z+250 M2 *
Definizione utensile, punta per centrare
Definizione della punta
Definizione dell'utensile maschiatore
Richiamo utensile, punta per centrare
Disimpegno utensile
Definizione del ciclo ”Foratura di centratura”
Richiamo sottoprogramma 1 per sagoma di foratura completa
Cambio utensile
Richiamo utensile, punta
Definizione del ciclo “Foratura“
Richiamo sottoprogramma 1 per sagoma di foratura completa
Cambio utensile
Chiamata dell'utensile maschiatore
Definizione del ciclo ”Maschiatura”
Richiamo sottoprogramma 1 per sagoma di foratura completa
Fine del programma principale
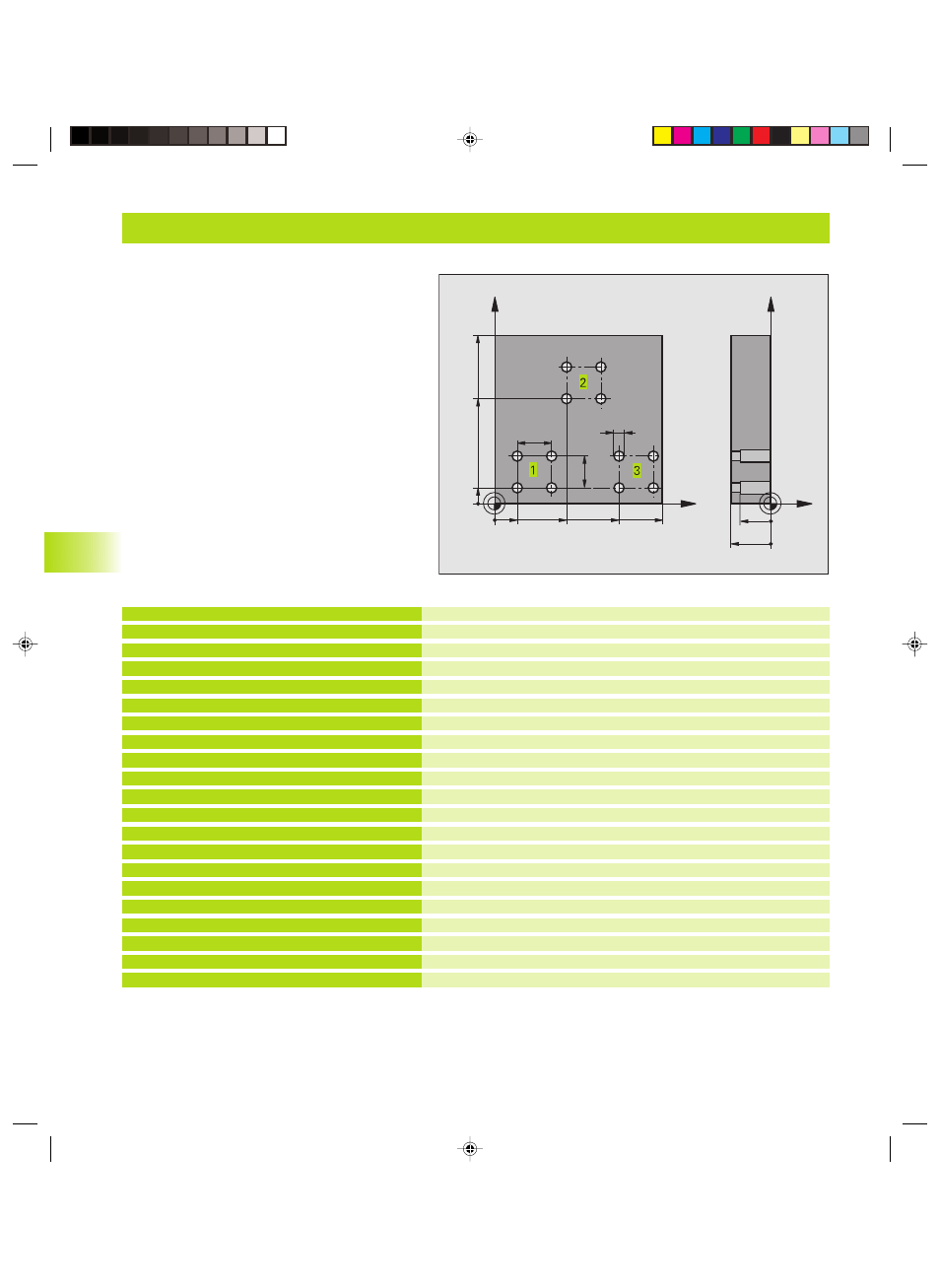
Esempio: Lavorazione di gruppi di fori con più utensili
Esecuzione del programma
■
Programmazione dei cicli di lavorazione nel
programma principale
■
Richiamo della sagoma di foratura completa
(sottoprogramma 1)
■
Posizionamento sui gruppi di fori nel
sottoprogramma 1, richiamo gruppo di fori
(sottoprogramma 2)
■
Una sola programmazione del gruppo di fori nel
sottoprogramma 2
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
LKAP9.PM6
28.06.2006, 14:47
248