2 tabelle punti (solo su tnc 410), 2 t abelle punti (solo sul tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 158
8 Programmazione: Cicli
142
8.2 Tabelle punti (solo su TNC 410)
Quando si desidera lavorare un ciclo o più cicli in sequenza su una
sagoma di punti irregolari, si deve generare una tabella punti.
Utilizzando cicli di foratura, nella tabella punti le coordinate del
piano di lavoro corrispondono alle coordinate dei centri dei fori.
Utilizzando cicli di fresatura, nella tabella punti le coordinate del
piano di lavoro corrispondono alle coordinate del punto di partenza
del relativo ciclo (per es. coordinate del centro di una tasca
circolare). Le coordinate nell'asse del mandrino corrispondono alla
coordinata della superficie del pezzo.
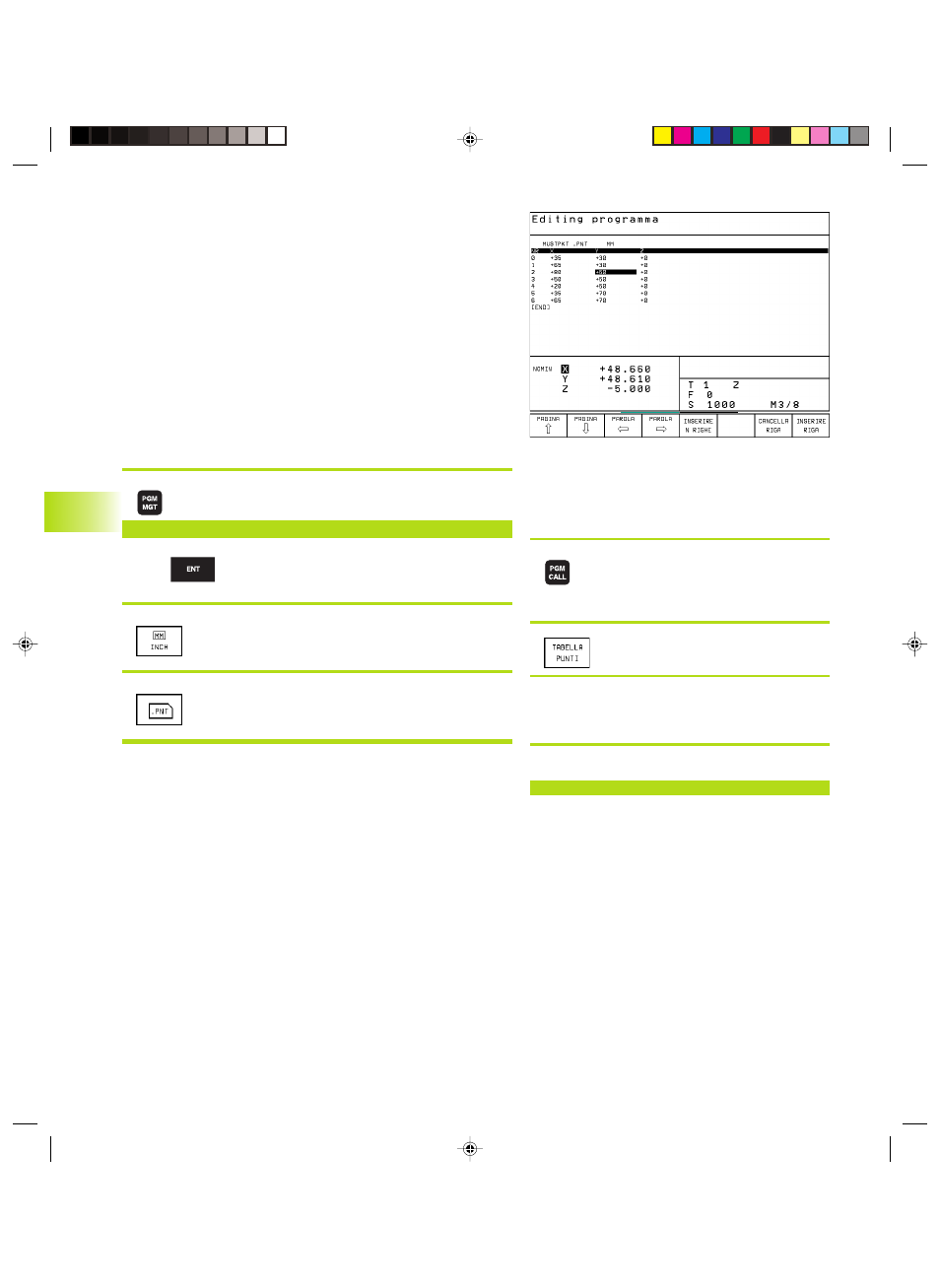
Inserimento della Tabella punti
Selezionare il modo operativo MEMORIZZAZIONE/EDITING
PROGRAMMA
Richiamare la gestione file dati: PGM MGT
NOME FILE=
<
NUOVO
Inserire il nome della Tabella punti e confermare
con il tasto ENT
<
Commutazione evt. dell'unità di misura su
pollici: premere il softkey CONVERS. MM/INCH.
<
Selezione del tipo di file ”Tabella punti”:
premere il softkey .PNT
8.2 T
abelle punti (solo sul
TNC 41
0)
Selezione Tabelle punti nel programma
Selezionare il modo operativo MEMORIZZAZIONE/
EDITING PROGRAMMA
Chiamata per la selezione della
Tabella punti: premere il tasto
PGM CALL
<
Premere il softkey POINT TABLE
<
Inserire il nome della Tabella punti e confermare
con il tasto END
Esempi di blocchi NC:
N72 %:PAT: NAMEN*
KKAP8.PM6
28.06.2006, 14:46
142