7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 218
Advertising
8 Programmazione: Cicli
202
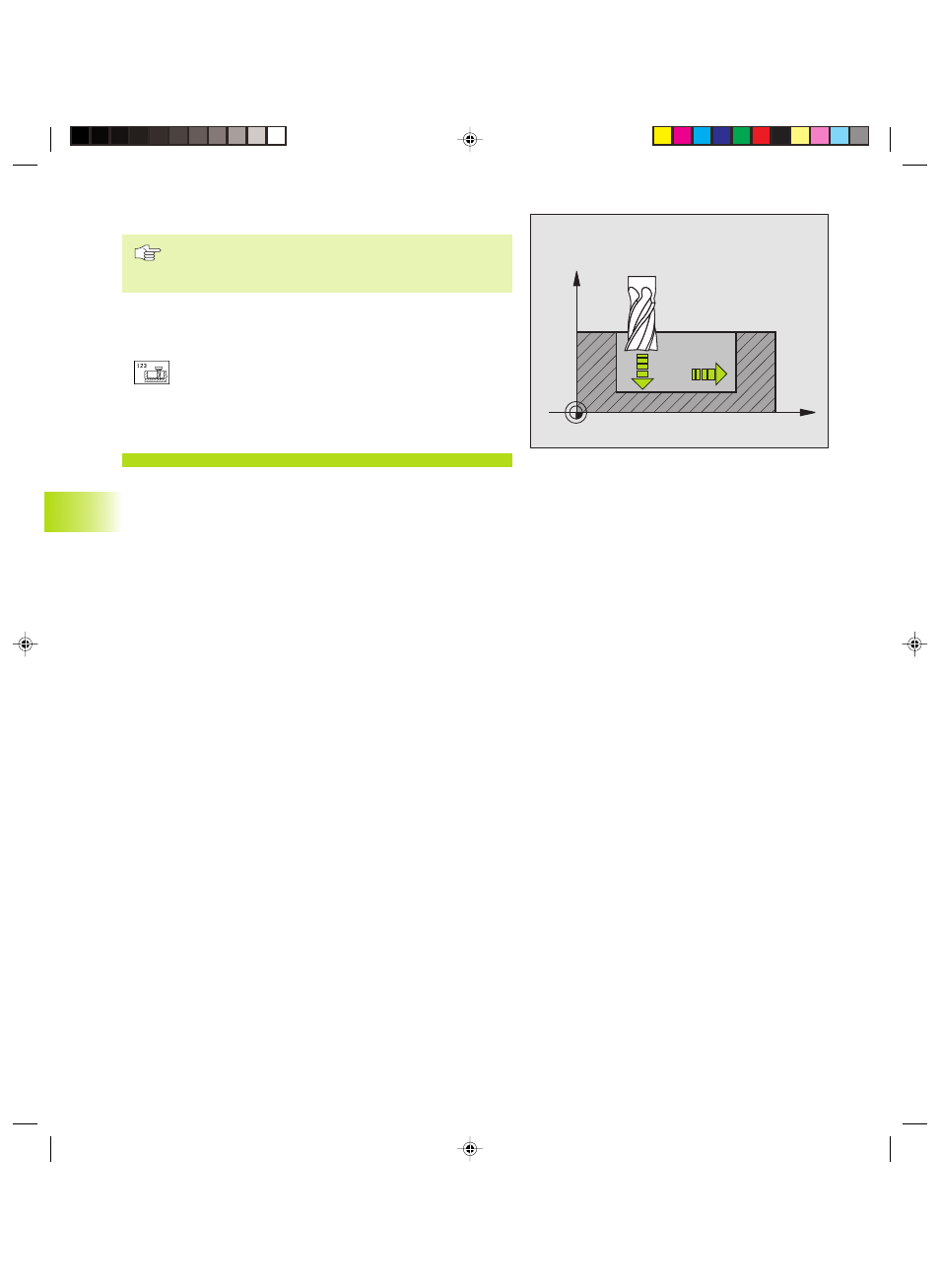
FINITURA DEL FONDO (Ciclo G123)
Il punto di partenza per la finitura viene determinato
automaticamente dal TNC e dipende dalle condizioni di
spazio della tasca.
Il TNC porta l’utensile su un cerchio tangenziale verticale sulla
superficie da fresare per eliminare il sovrametallo rimasto dalla
sgrossatura.
ú
AVANZAMENTO IN PROFONDITA’ Q11: velocità di
spostamento dell’utensile durante la penetrazione
ú
AVANZAMENTO SVUOTAMENTO Q12: avanzamento di
fresatura
Esempi di blocchi NC:
N60 G123 Q11=100 Q12=350*
8.7 Cicli SL Gr
uppo II (non sul
TNC 41
0)
X
Z
Q11
Q12
KKAP8.PM6
28.06.2006, 14:46
202
Advertising
Questo manuale è associato alle seguenti prodotti: