HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 199
183
HEIDENHAIN TNC 410, TNC 426, TNC 430
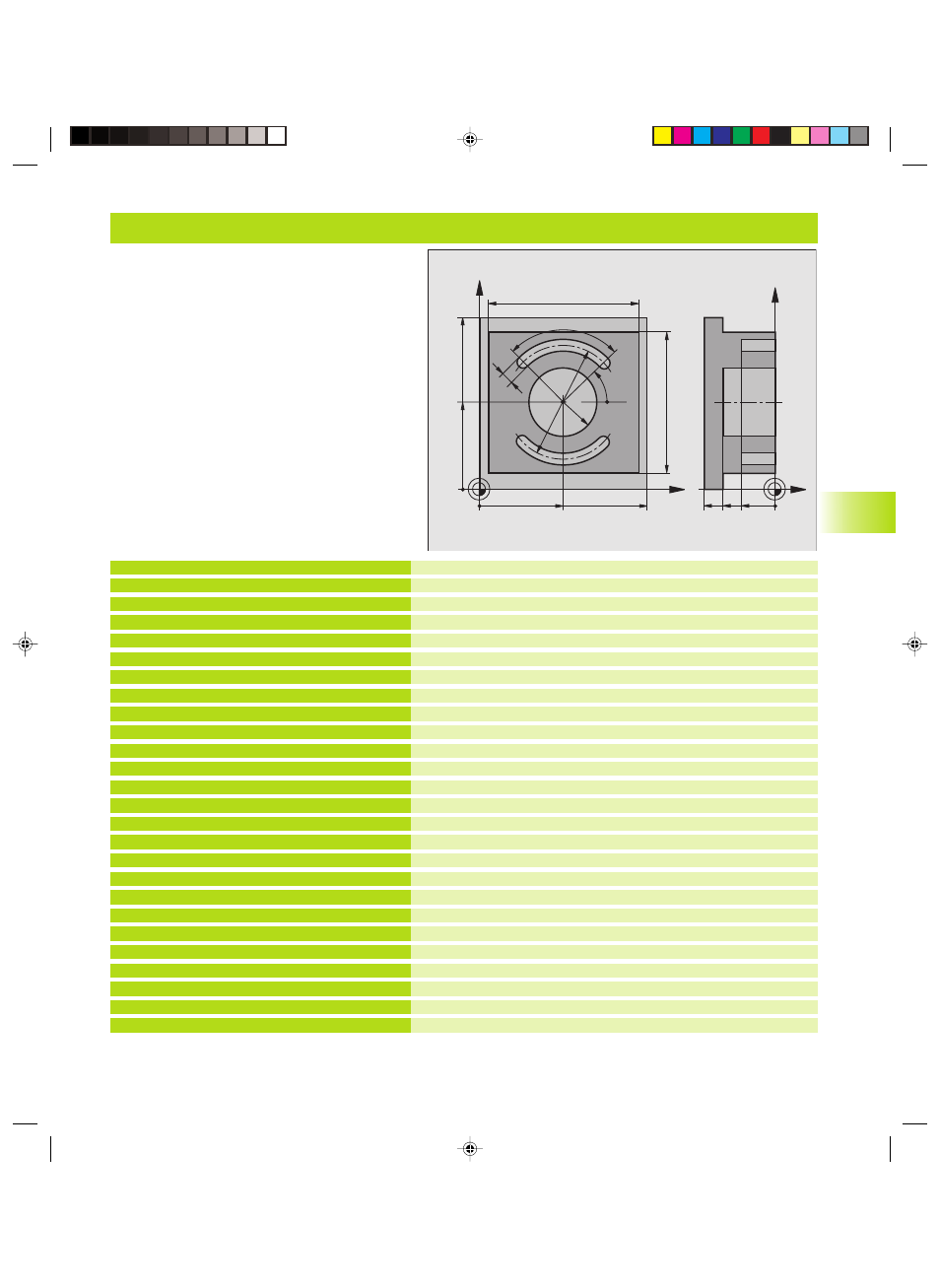
Esempio: Fresatura di tasche, isole e scanalature
8.4 Cicli per la fr
esat
ur
a di tasc
he,
isole e scanalat
ur
e
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30
Definizione pezzo grezzo
Definizione utensile di sgrossatura/finitura
Definizione utensile, fresa per scanalature
Richiamo utensile di sgrossatura/finitura
Disimpegno utensile
Definizione del ciclo “Lavorazione esterna“
Richiamo del ciclo ”Lavorazione esterna’
Definizione del ciclo ”Tasca circolare”
Richiamo ciclo ”Tasca circolare”
Cambio utensile
Richiamo utensile, fresa per scanalature
Definizione del ciclo scanalatura 1
Richiamo del ciclo scanalatura 1
Nuovo angolo iniziale per la scanalatura 2
Richiamo del ciclo scanalatura 2
Disimpegnare l'utensile, fine del programma
%C210 G71 *
N 1 0 G30 G17 X+0 Y+0 Z-40 *
N 2 0 G31 G90 X+100 Y+100 Z+0 *
N 3 0 G99 T1 L+0 R+6 *
N 4 0 G99 T2 L+0 R+3 *
N 5 0 T1 G17 S3500 *
N 6 0 G00 G40 G90 Z+250 *
N 7 0 G213 Q200=2 Q201=-30 Q206=250
Q207=250 Q203=+0 Q204=20
Q217=+50 Q218+90
N80 G79 M03 *
N90 G78 P01 2 P02 -30 P03 5 P04 250 PO5 25
P06 400 *
N 1 0 0 G00 G40 X+50 Y+50 *
N 1 1 0 Z+2 M99 *
N 1 2 0 Z+250 M06 *
N 1 3 0 T2 G17 S5000 *
N 1 4 0 G211 Q200=2 Q201=-20 Q207=250
Q202=5 Q215=0 Q203=+0 Q204=100
Q216=+50 Q217=+50 Q244=70 Q219=8
Q245=+45 Q248=90 *
N 1 5 0 G79 M03 *
N 1 6 0 D00 Q245 P01 +225 *
N 1 7 0 G79 *
N 1 8 0 G00 Z+250 M02 *
N999999 %C210 G71 *
KKAP8.PM6
28.06.2006, 14:46
183