7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 224
8 Programmazione: Cicli
208
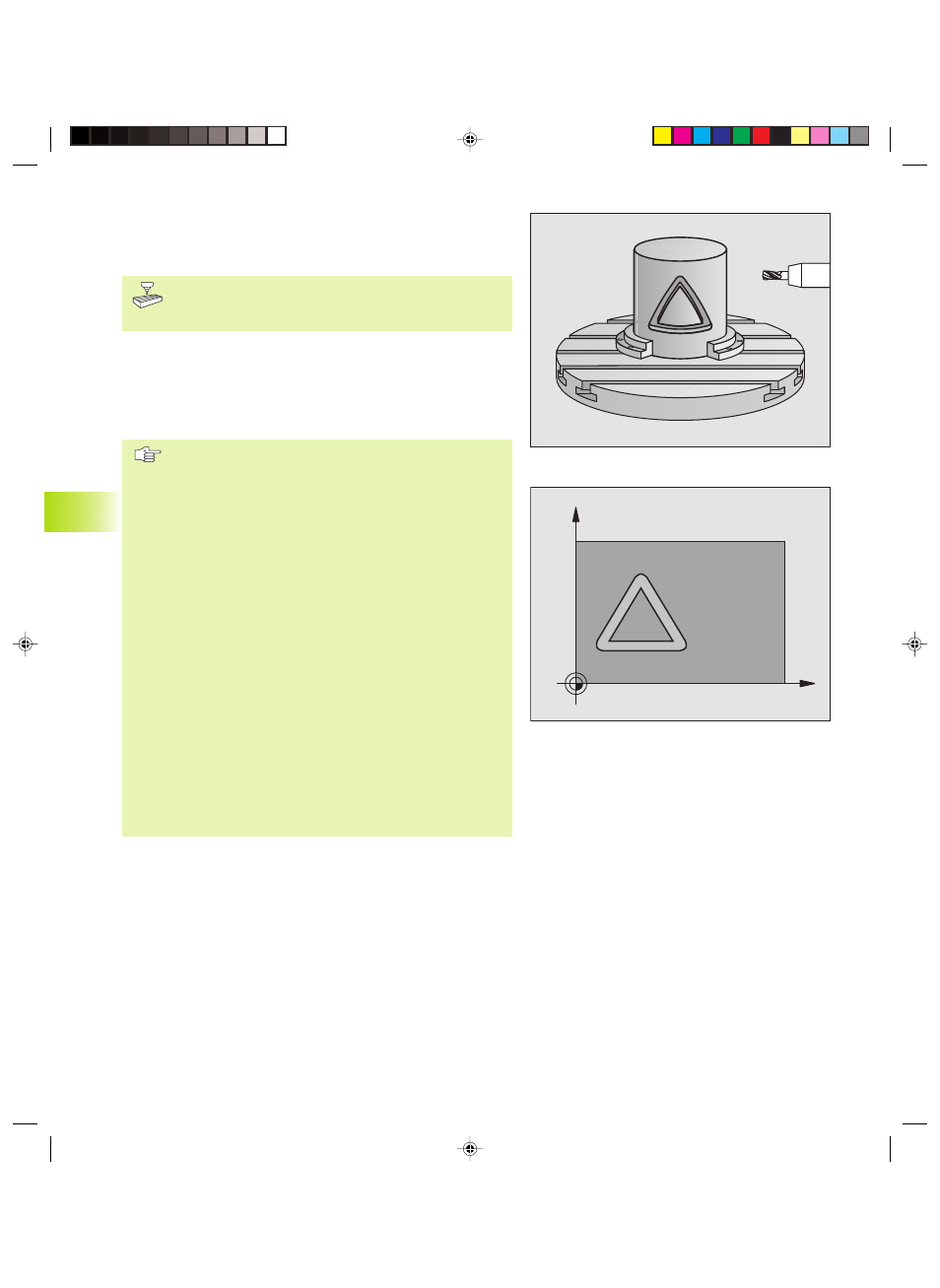
SUPERFICIE CILINDRICA, fresatura di scanalature
(Ciclo G128, solo TNC 426, TNC 430 con software NC
280 474-xx)
Macchina e TNC devono essere appositamente
predisposti dal Costruttore della macchina per l’uso del
ciclo G128 SUPERFICIE CILINDRICA.
Con questo ciclo è possibile trasferire una scanalatura di guida
definita nello sviluppo sulla superficie di un cilindro.
Contrariamente al ciclo G127, in questo ciclo, il TNC pone l'utensile
in modo tale che le pareti - anche con correzione attiva del raggio -
risultino sempre equidistanti dall'asse del cilindro. Quindi il TNC
oscilla in automatico tra le estremità del profilo, avanti e indietro.
Da osservare:
La memoria per un ciclo SL è limitata. Si possono
programmare p.es. al massimo 128 blocchi di rette.
Il segno del parametro PROFONDITA’ definisce la
direzione della lavorazione.
Utilizzare una fresa con tagliente frontale a taglio centrale
(DIN 844).
Il cilindro deve essere serrato centralmente sulla tavola
rotante
L’asse del mandrino deve essere sempre perpendicolare
all’asse della tavola rotante. In caso contrario il TNC
emette un messaggio d’errore.
Preposizionare l'utensile prima della chiamata del ciclo
nell'asse X (con asse del mandrino Y) sul centro della
tavola circolare
Questo ciclo non può essere eseguito quando il piano di
lavoro è ruotato.
Il TNC verifica se la traiettoria corretta o non corretta
dell'utensile si trova all'interno del campo di
visualizzazione dell'asse di rotazione (definito nel
parametro macchina 810.x). In caso di messaggio di
errore „errore di programmazione profilo“ impostare MP
810.x = 0.
C
Z
8.7 Cicli SL Gr
uppo II (non sul
TNC 41
0)
KKAP8.PM6
28.06.2006, 14:46
208