HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 345
13 Funzioni MOD
330
1
3.14 Selezione della lingua di pr
ogr
ammazione per inser
iment
o manuale dati;
13.15 Selezione assi per
g
ener
azione blocco L (non sul
TNC 41
0,
solo con dialog
o in c
hiar
o) 13.14 Selezione del modo operativo
POSIZIONAMENTO CON
INTRODUZIONE MANUALE DATI.
Con la funzione MOD ”INSERIMENTO PROGRAMMA” si può
commutare nel modo operativo INSERIMENTO MANUALE DATI
la programmazione del file dati:
■
Programmazione con dialogo in chiaro:
programmare: HEIDENHAIN
■
Programmazione secondo DIN/ISO:
programmare: ISO
13.15 Selezione assi per generazione
di un blocco L (non sul TNC 410,
solo con dialogo in chiaro)
Nel campo di immissione per la SELEZIONE ASSI si definisce quali
coordinate della posizione attuale dell‘utensile devono essere
confermate nel blocco L. La selezione degli assi viene effettuata
come nei parametri macchina in modalità bit:
SELEZIONE ASSI
%11111
conferma assi X, Y, Z, IV, V
SELEZIONE ASSI
%01111
conferma assi X, Y, Z, IV.
SELEZIONE ASSI
%00111
conferma assi X, Y, Z
SELEZIONE ASSI
%00011
conferma assi X, Y
SELEZIONE ASSI
%00001
conferma asse X
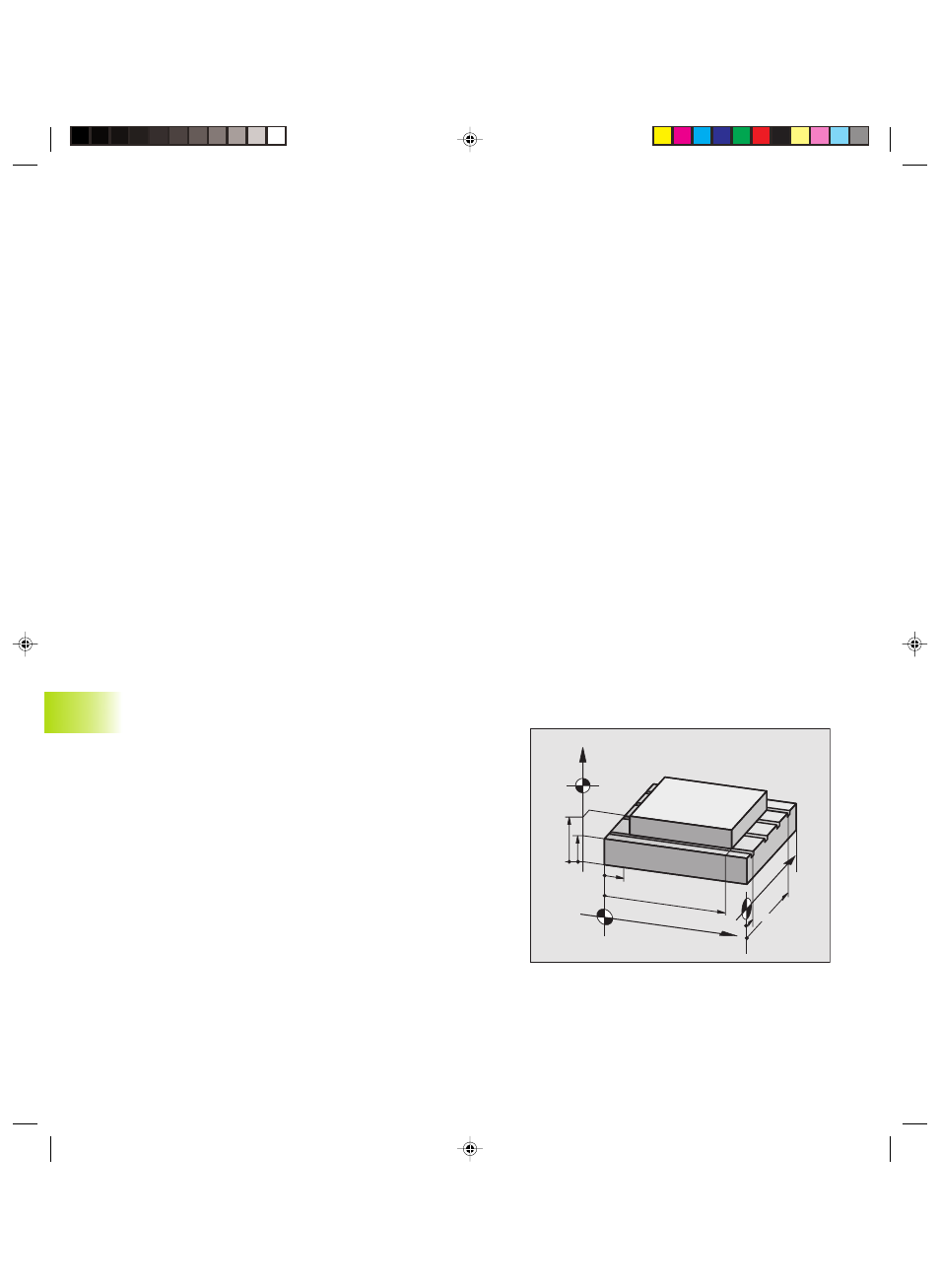
13.16 Impostazione dei limiti del campo
di spostamneto, visualizzazione
dell‘origine
Nell’ambito del campo di spostamento massimo è possibile
limitare il percorso di spostamento effettivamente utilizzabile per gli
assi delle coordinate.
Esempio d’impiego: protezione del divisore da collisioni
Il campo massimo di spostamento viene limitato mediante
finecorsa software. Il percorso di spostamento effettivamente
utilizzabile viene limitato con la funzione MOD ”LIMIT”; per questo
impostare i valori massimi degli assi in direzione positiva e
negativa, riferiti all’origine della macchina. Se la macchina è prevista
con più campi di spostamento si possono definire separatamente i
limiti dei singoli campi di spostamento (softkey da FINECORSA (1) a
FINECORSA (3), non sul TNC 410).
Z
Y
X
Z
min
Z
max
X
min
Y
max
Y
min
X
max
PKAP13.PM6
28.06.2006, 14:46
330