3 cicli di foratura – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 176
8 Programmazione: Cicli
160
8.3 Cicli di foratura
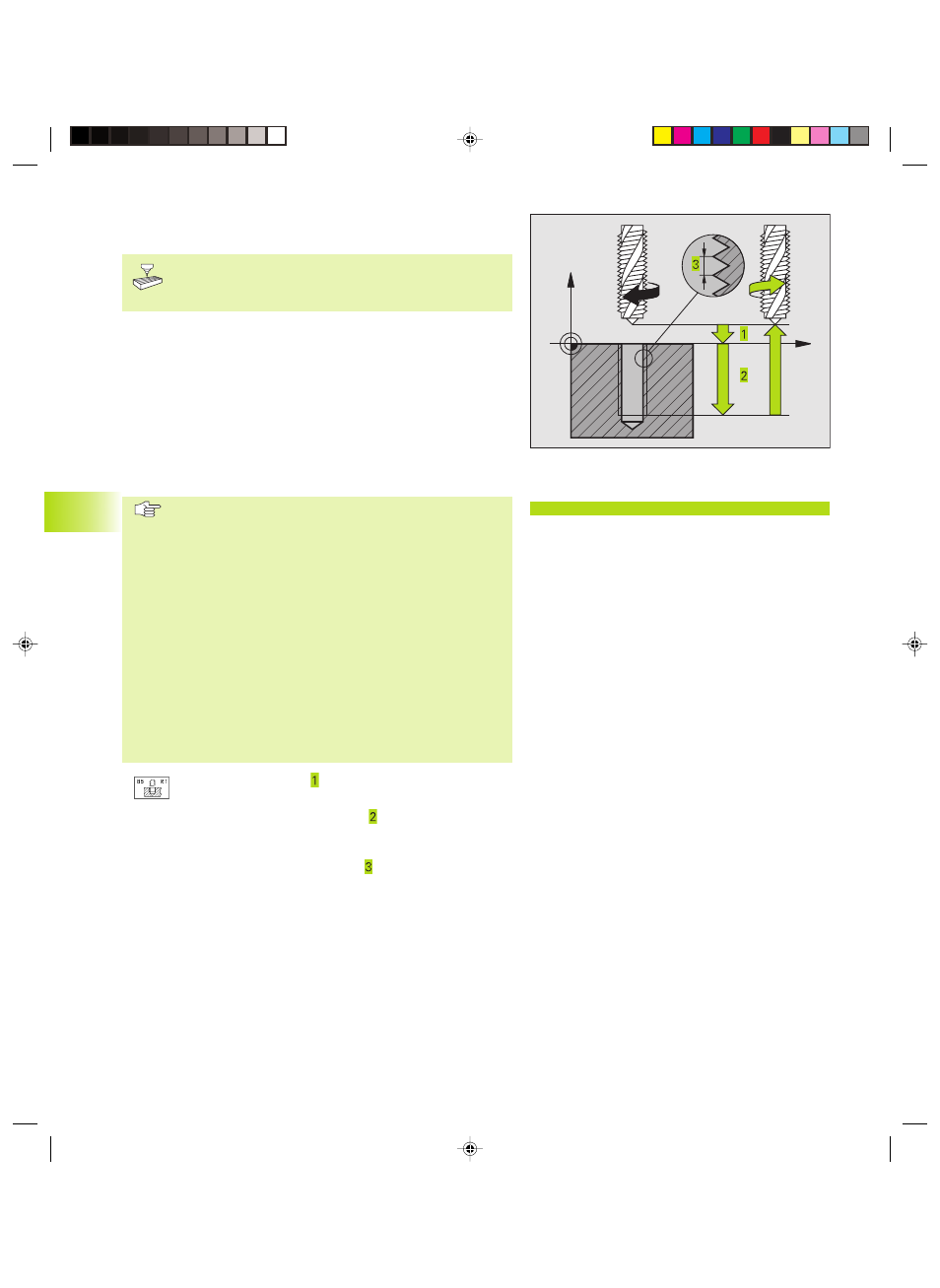
X
Z
Esempi di blocchi NC:
N18 G85 P01 2 P02 -20 P03 +1*
MASCHIATURA senza compensatore utensile GS
(Ciclo G85)
La macchina e il TNC devono essere predisposti dal
costruttore per la maschiatura senza compensatore
utensile.
Il TNC esegue la maschiatura senza compensatore utensile, in uno
o più passi di lavorazione.
Vantaggi rispetto al ciclo maschiatura con compensatore utensile:
■
Maggiore velocità di lavorazione
■
Possibilità di ripetere la lavorazione sullo stesso filetto, perché alla
chiamata del ciclo il mandrino si orienta sulla posizione di 0° (in
funzione del parametro macchina 7160)
■
Maggiore campo di spostamento dell‘asse del mandrino per la
mancanza del compensatore
Da osservare:
Programmare un’istruzione di posizionamento sul punto
di partenza (centro del foro) del piano di lavoro con
CORREZIONE DEL RAGGIO G40
Programmare l‘istruzione di posizionamento sul punto di
partenza nell‘asse del mandrino (DISTANZA DI
SICUREZZA sopra la superficie del pezzo)
Il segno del parametro PROFONDITA’ FORATURA
definisce la direzione della lavorazione.
Il TNC calcola l’avanzamento in funzione del numero di
giri. Azionando la manopola del potenziometro di
regolazione del numero di giri durante la maschiatura, il
TNC adatta l’avanzamento automaticamente
La manopola del potenziometro di regolazione
dell’avanzamento è disattivata
ú
Distanza di sicurezza (incrementale): distanza tra la punta
dell‘utensile (pos. di partenza) e la superficie del pezzo
ú
PROFONDITA’ DI FORATURA (incrementale):
distanza tra la superficie del pezzo (inizio della
filettatura) e l’estremità della filettatura
ú
PASSO DELLA FILETTATURA :
Il segno definisce se si tratta di una filettatura
destrorsa o sinistrorsa:
+ = Filettatura destrorsa
– = Filettatura sinistrorsa
Disimpegno all'interruzione del programma (non sul TNC 410)
Premendo durante la maschiatura il tasto esterno di STOP il TNC
visualizzerà il softkey OPERAZ. MANUALE. Premendo il softkey
OPERAZ. MANUALE l'utensile può essere disimpegnato dal
programma. Per questo disimpegno controllato azionare il tasto
esterno di movimento positivo dell’asse mandrino attivo.
KKAP8.PM6
28.06.2006, 14:46
160