3 a vvicinament o e distacco a/da un pr ofilo – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 115
99
HEIDENHAIN TNC 410, TNC 426, TNC 430
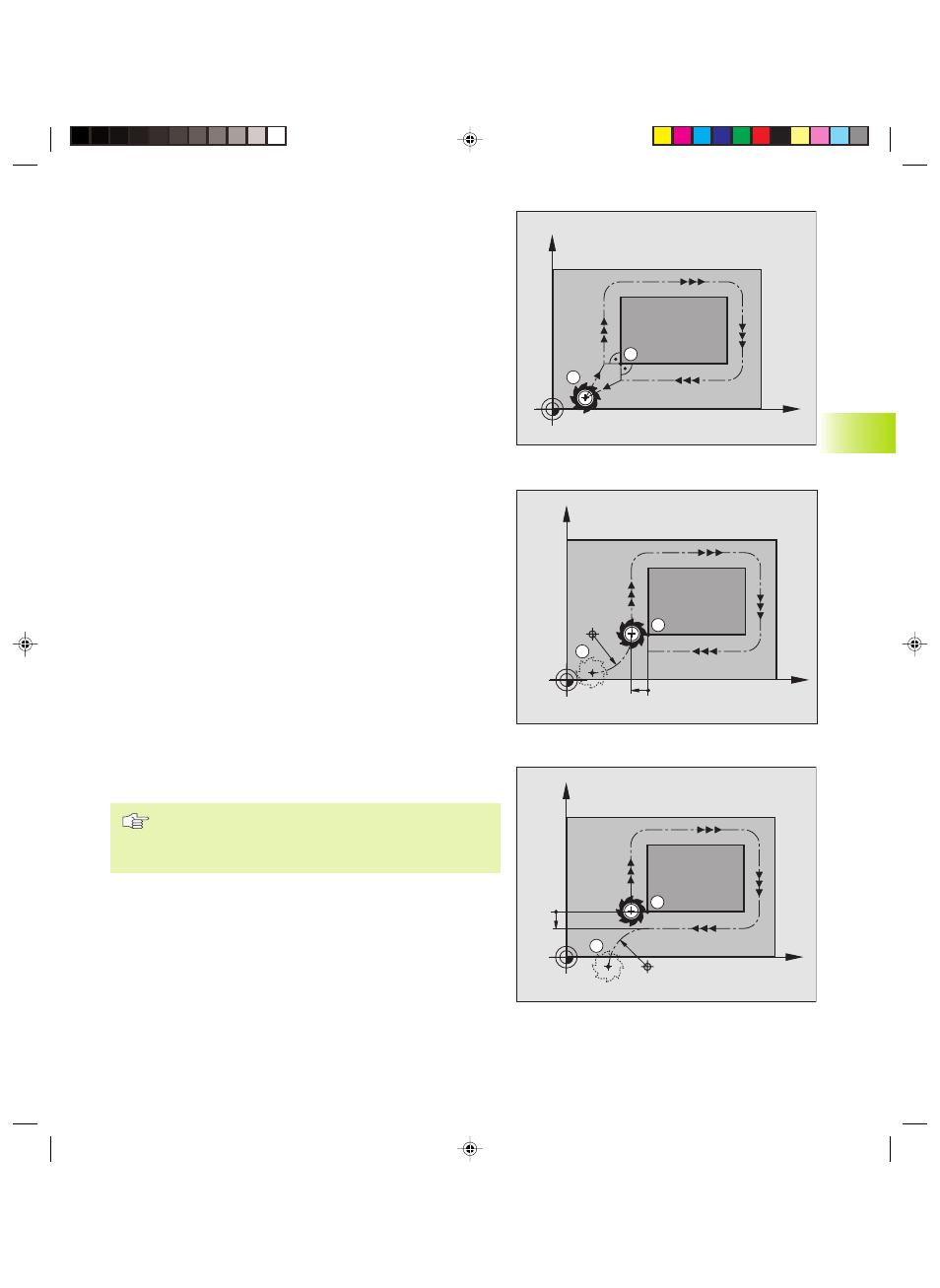
Punto di partenza e punto finale comuni
Per i punti di partenza e finale comuni non programmare alcuna
correzione del raggio.
Per escludere il rischio di danneggiamento del profilo: il punto di
partenza ottimale si trova tra i prolungamenti delle traiettorie
utensile per la lavorazione del primo e dell'ultimo elemento di
profilo.
Esempio
Figura in alto a destra: definendo il punto finale nel campo
tratteggiato, il profilo viene danneggiato nell'avvicinamento al primo
punto del profilo.
Avvicinamento e distacco tangenziale
Con G26 (figura in centro a destra) ci si può avvicinare al pezzo
tangenzialmente e con G27 (figura in basso a destra) distaccarsi
tangenzialmente dal pezzo. In questo modo si evitano
danneggiamenti per spogliatura.
Punto di partenza e punto finale
Il punto di partenza e il punto finale sono rispettivamente prossimi
al primo e all'ultimo punto sul profilo, all'esterno del pezzo e
devono essere programmati senza correzione del raggio.
Avvicinamento:
ú
Inserire G26 dopo il blocco nel quale è programmato il primo
punto del profilo: questo è il primo blocco con correzione del
raggio G41/G42
Distacco:
ú
Inserire G27 dopo il blocco nel quale è programmato l'ultimo
punto del profilo: questo è l'ultimo blocco con correzione del
raggio G41/G42
Scegliere il raggio per G26 e G27 in modo tale che la
traiettoria circolare possa essere eseguita tra il punto di
partenza di partenza ed il primo punto del profilo, nonché
tra l'ultimo punto sul profilo ed il punto finale.
6.3 A
vvicinament
o e distacco a/da un pr
ofilo
X
Y
A
SE
G40
X
Y
A
R
S
G41
G40
X
Y
G41
G40
E
R
B
GKAP6.PM6
28.06.2006, 14:46
99