9 cicli per la conversione delle coordinate – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 237
221
HEIDENHAIN TNC 410, TNC 426, TNC 430
8.9 Cicli per la conversione delle
coordinate
Mediante la conversione delle coordinate il TNC è in grado di
eseguire un profilo programmato in diversi punti del pezzo,
variando la posizione e il fattore di scala. Il TNC mette a disposizione
i seguenti cicli per la conversione delle coordinate:
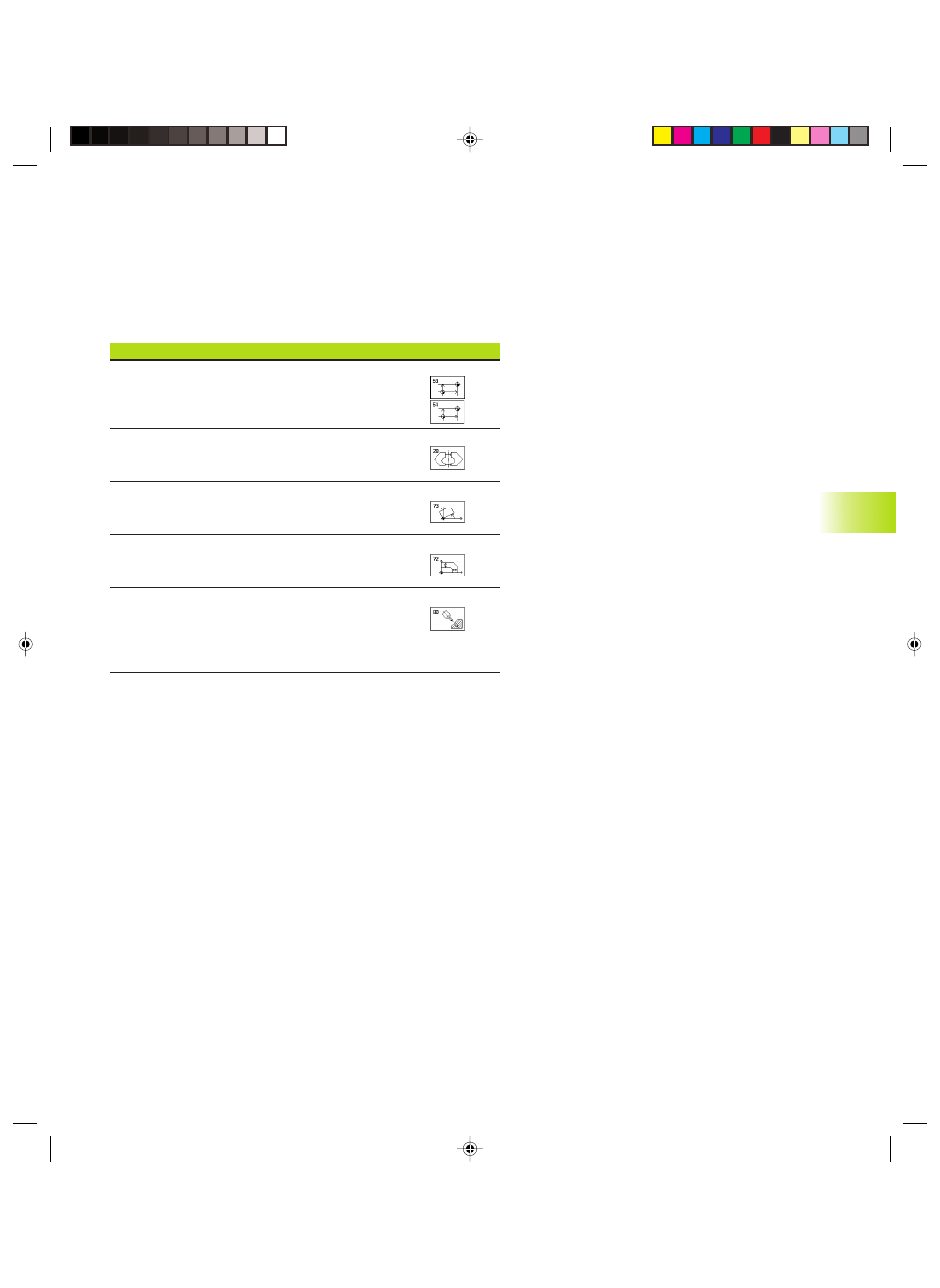
Funzione
Softkey
G53G54 ORIGINE
Spostamento dei profili direttamente nel programma
o dalle tabelle origini
G28 LAVORAZIONE SPECULARE
Lavorazione speculare di profili
G73 ROTAZIONE
Rotazione dei profili nel piano di lavoro
G72 FATTORE DI SCALA
Riduzione o ingrandimento dei profili
G80 PIANO DI LAVORO
Esecuzione lavorazioni nel sistema di coordinate
ruotato per macchine con teste orientabili e/o con
tavole rotanti (non sul TNC 410)
Attivazione di una conversione delle coordinate:
Inizio dell’attivazione: una conversione di coordinate diventa attiva a
partire dalla sua definizione, non deve quindi essere richiamata.Essa
rimane valida fino ad una disattivazione o ad una nuova definizione.
Disattivazione di una conversione delle coordinate:
■
Ridefinizione del ciclo con i valori di lavorazione originale, p. es.
fattore di scala 1,0
■
Esecuzione delle funzioni ausiliarie M02, M30 o del blocco
N999999 %... (in funzione del parametro macchina 7300)
■
Selezione di un nuovo programma
8.9 Cicli per la conversione delle coordinate
KKAP8.PM6
28.06.2006, 14:46
221