6 cicli sl gr uppo i – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 206
8 Programmazione: Cicli
190
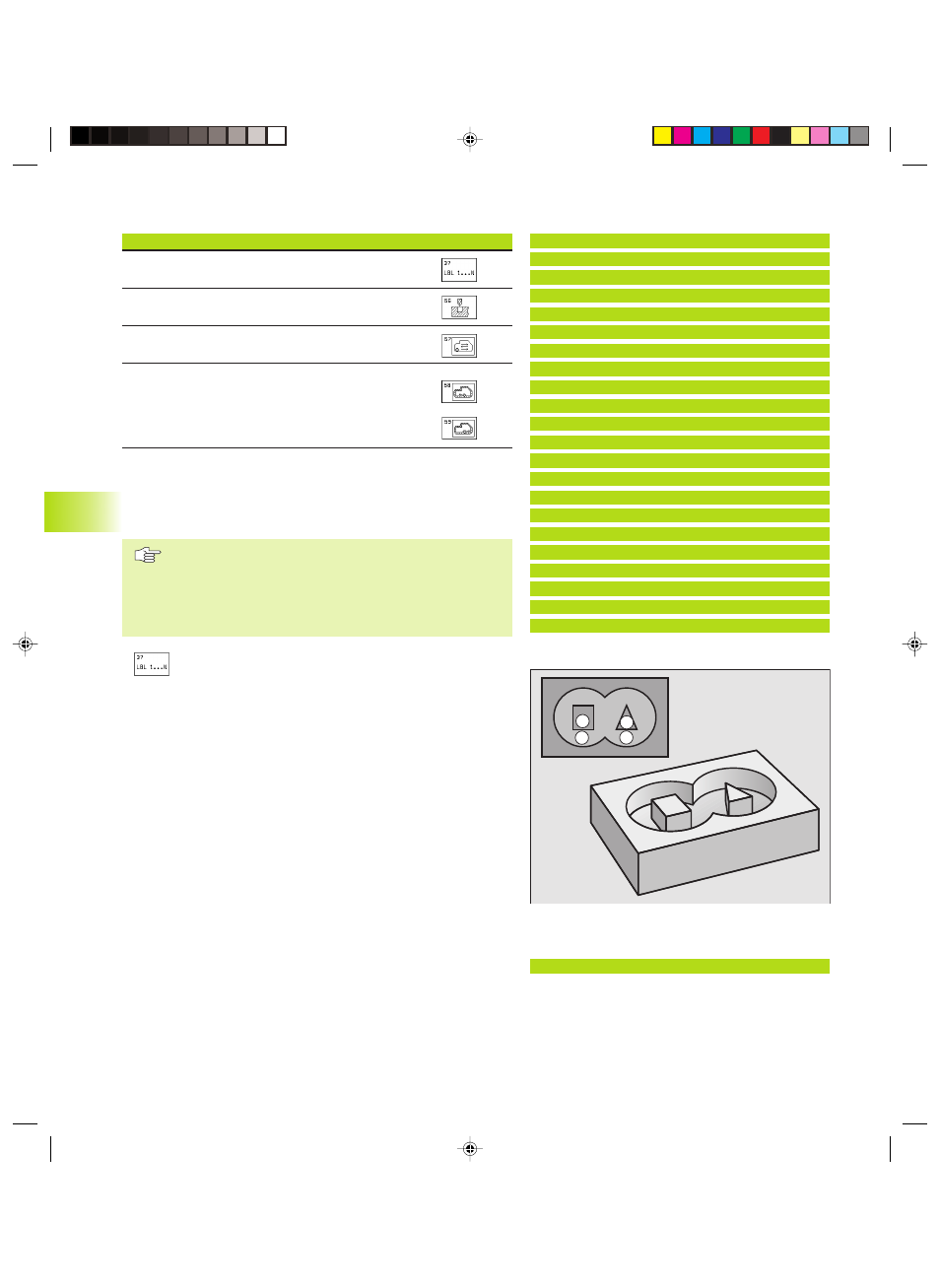
Elenco: Cicli SL
Cicli
Softkey
G37 DATI PROFILO (obbligatorio)
G56 FORATURA PRELIMINARE (utilizzabile a scelta)
G57 SVUOTAMENTO (obbligatorio)
G58/G59 FRESATURA DI CONTORNITURA
(utilizzabile a scelta)
G58: in senso orario
G59: in senso antiorario
PROFILO (Ciclo G37)
Nel ciclo G37 PROFILO vengono elencati tutti i sottoprogrammi da
sovrapporsi per formare un determinato profilo.
Da osservare:
Il ciclo G37 è DEF attivo, cioè è attivo a partire dalla sua
definizione nel programma
Nel ciclo G37 si possono specificare al massimo 12
sottoprogrammi (segmenti di profilo)
ú
NUMERI LABEL PER IL PROFILO: si devono inserire
tutti i numeri di label dei singoli sottoprogrammi da
sovrapporre per l‘esecuzione del profilo. Ogni numero
deve essere confermato con il tasto ENT e
l‘inserimento dei dati deve essere concluso con il
tasto END.
Schema: Lavorare con i cicli SL
%SL G71 *
...
N12 G37 P01 ...
...
N16 G56 P01 ...
N17 G79 *
...
N18 G57 P01 ...
N19 G79 *
...
N26 G59 P01 ...
N27 G79 *
...
N50 G00 G40 G90 Z+250 M2 *
N51 G98 L1 *
...
N60 G98 L0 *
N61 G98 L2 *
...
N62 G98 L0 *
...
N999999 %SL G71 *
A
C
D
B
8.6 Cicli SL Gr
uppo I
Esempi di blocchi NC:
N54 G37 P01 1 P02 5 P03 7*
KKAP8.PM6
28.06.2006, 14:46
190