5 t raiet to rie – coor dinat e polar i – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 131
115
HEIDENHAIN TNC 410, TNC 426, TNC 430
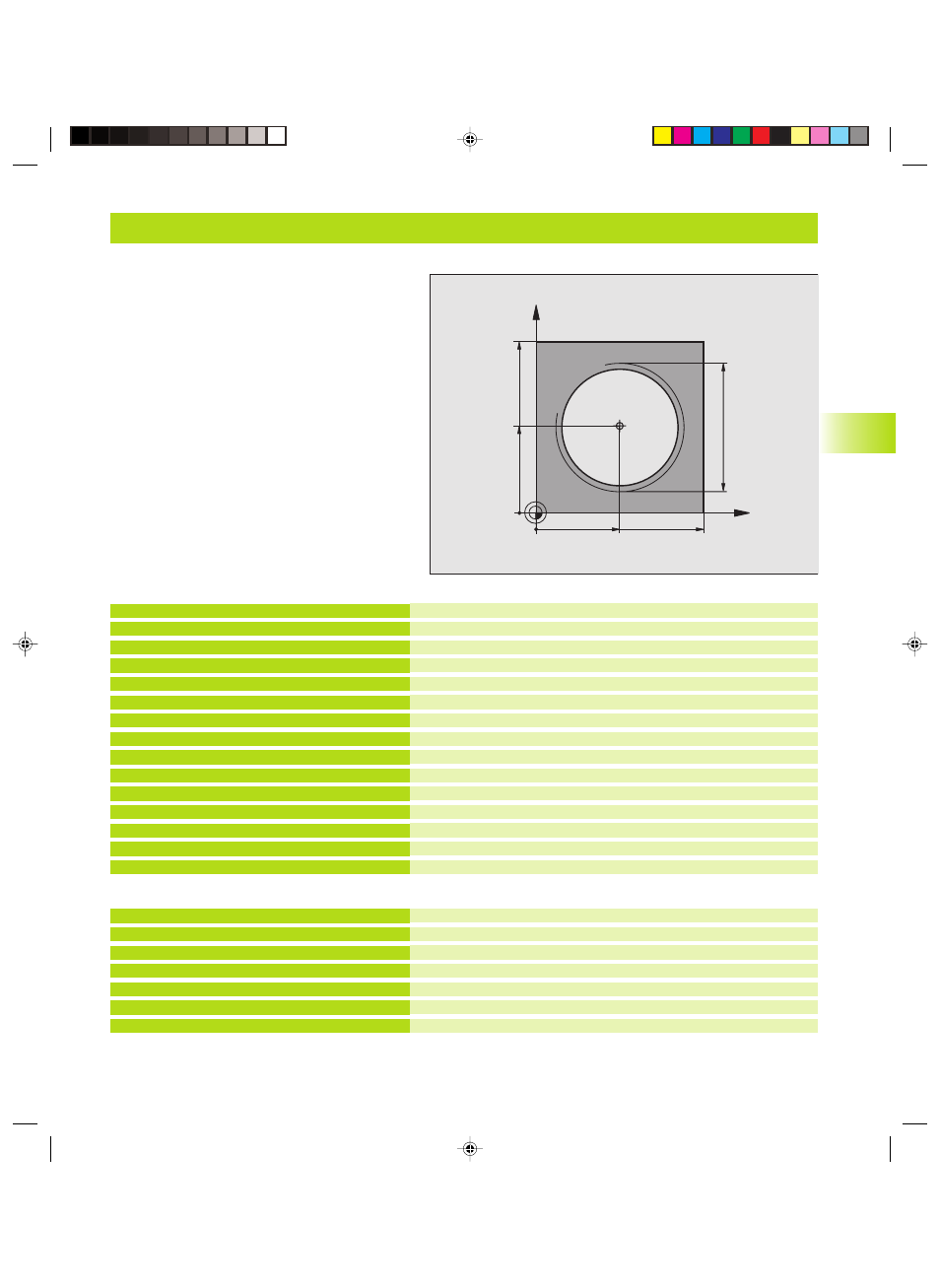
Esempio: Traiettoria elicoidale
Definizione pezzo grezzo
Definizione utensile
Richiamo utensile
Disimpegno utensile
Preposizionamento dell’utensile
Conferma dell’ultima posizione programmata quale polo
Posizionamento alla profondità di lavorazione
Posizionamento sul primo punto del profilo
Avvicinamento tangenziale
Percorso elicoidale
Distacco tangenziale
Disimpegno nel piano di lavoro, disattivazione correzione del raggio
Disimpegno utensile nell‘asse mandrino, fine del programma
Inizio della ripetizione dei blocchi di programma
Introdurre il passo direttamente come valore incrementale Z
Numero delle ripetizioni (filetti)
%HELIX G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
N40 T1 G17 S1400 *
N50 G00 G40 G90 Z+250 *
N60 X+50 Y+50 *
N70 G29 *
N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 R+32 H+180 F250 *
N100 G26 R2 *
N110 G13 G91 H+3240 Z+13,5 F200 *
N120 G27 R2 F500 *
N170 G01 G40 G90 X+50 Y+50 F1000 *
N180 G00 Z+250 M2 *
In caso di lavorazione di oltre 16 filetti:
...N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 H+180 R+32 F250 *
N100 G26 R2 *
N110 G98 L1 *
N120 G12 G91 H+360 Z+1,5 F200 *
N130 L1,24 *
N999999 %HELIX G71 *
X
Y
50
50
I,J
100
100
M64 x 1,5
6.5 T
raiet
to
rie – Coor
dinat
e polar
i
GKAP6.PM6
28.06.2006, 14:46
115