1 0 cicli speciali – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 253
237
HEIDENHAIN TNC 410, TNC 426, TNC 430
ú
NOME PROGRAMMA: nome del programma da
chiamare, evt. con il percorso, nel quale si trova il
programma
Richiamare il programma con
■
G79 CALL (blocco separato) oppure
■
M99 (a blocchi) oppure
■
M89 (eseguito dopo ogni blocco di posizione)
Esempio: richiamo di programma
Da un programma deve essere chiamato il programma 50 mediante
un richiamo di ciclo.
Esempi di blocchi NC
N550 G39 P01 50 *
N560 G00 X+20 Y+50 M99 *
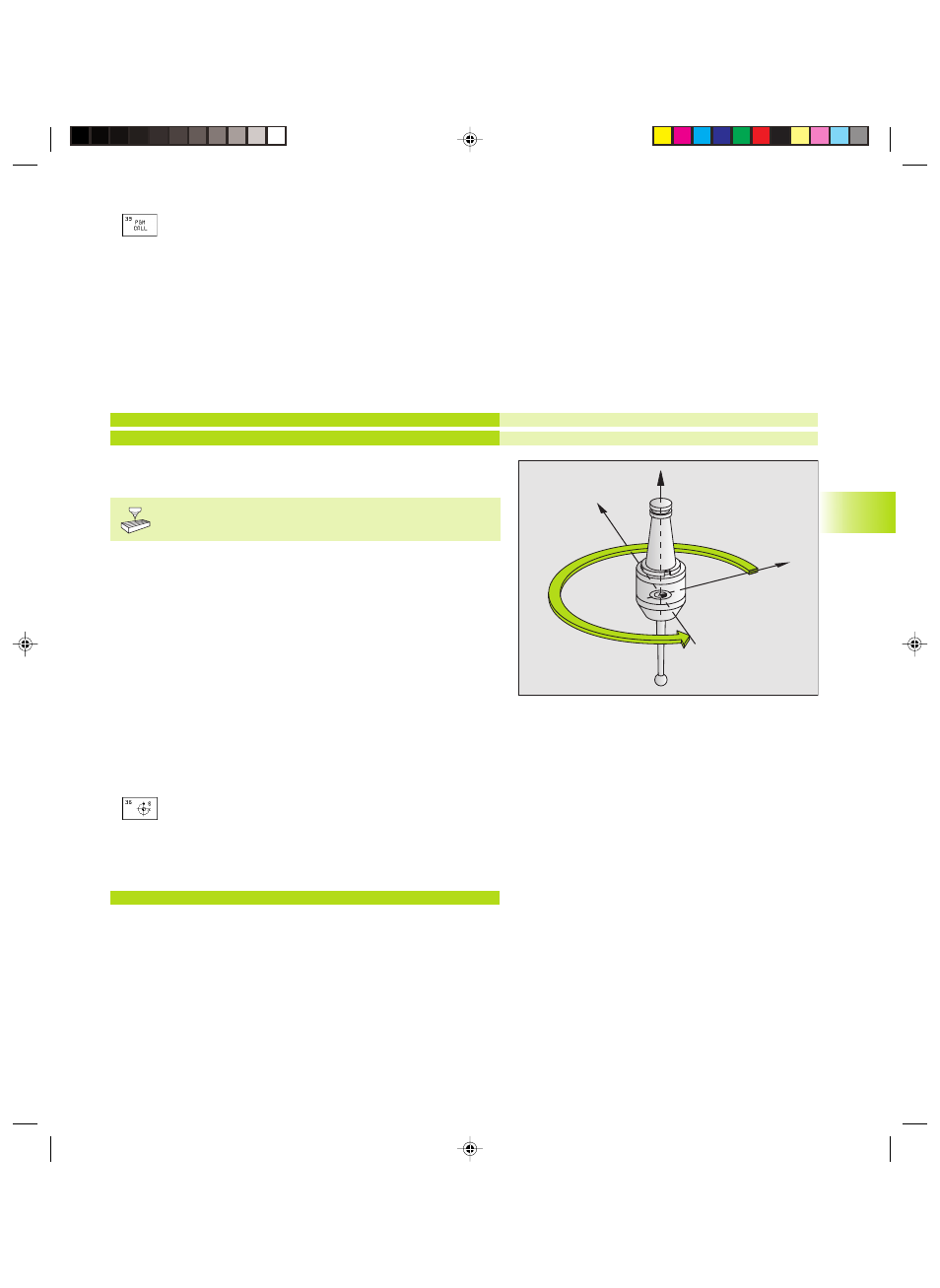
ORIENTAMENTO DEL MANDRINO (Ciclo G36)
La macchina e il TNC devono essere predisposti per il
ciclo G36 dal Costruttore della macchina.
Il TNC può comandare il mandrino principale di una macchina
utensile e ruotarlo in una posizione definita da un angolo.
L’orientamento del mandrino è necessario p.es.
■
per i sistemi di cambio utensile che richiedono una determinata
posizione per il cambio dell'utensile
■
per l’allineamento della finestra di trasmissione e di ricezione del
sistema di tastatura 3D con trasmissione a raggi infrarossi
Attivazione
Il posizionamento sulla posizione angolare definita nel ciclo viene
attivato dal TNC mediante la programmazione della funzione M19.
Programmando M19 senza previa definizione del ciclo G36, il TNC
posiziona il mandrino su un valore angolare definito nell’apposito
parametro macchina (vedere Manuale della macchina).
ú
ANGOLO DI ORIENTAMENTO: inserire l’angolo riferito
all‘asse di riferimento dell’angolo del piano di lavoro
Campo di immissione :
da 0° a 360°
Risoluzione di inserimento: 0,001°
Esempi di blocchi NC:
N72 G36 S25*
X
Y
Z
8.1
0 Cicli speciali
Definizione: ”Il programma 50 è un ciclo”
Richiamo del programma 50
KKAP8.PM6
28.06.2006, 14:46
237