7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 228
8 Programmazione: Cicli
212
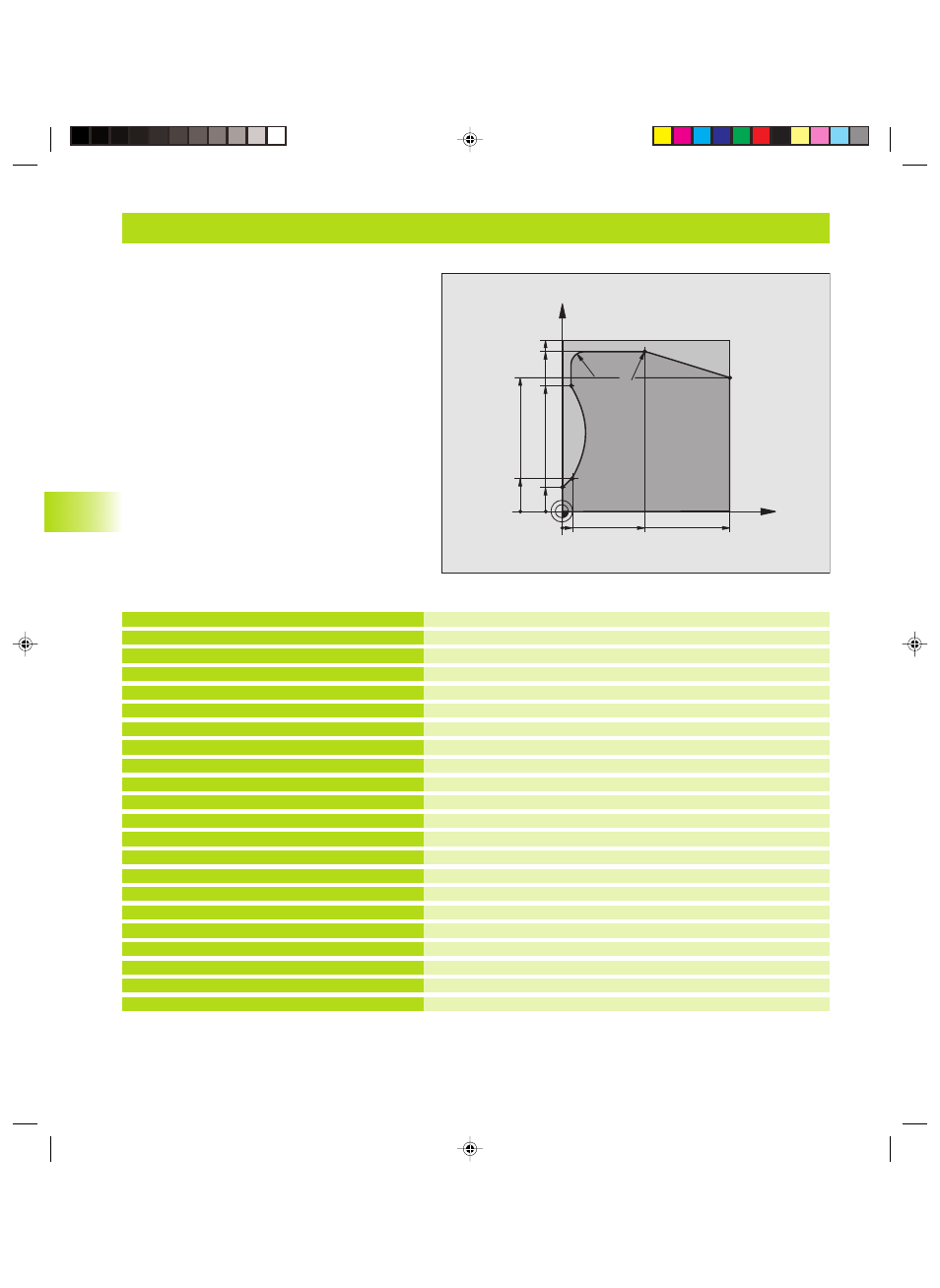
Esempio: Profilo sagomato
Definizione pezzo grezzo
Definizione utensile
Richiamo utensile
Disimpegno utensile
Definizione del sottoprogramma del profilo
Definizione dei parametri di lavorazione
Richiamo ciclo
Disimpegnare l'utensile, fine del programma
Sottoprogramma del profilo
%C25 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+10 *
N50 T1 G17 S2000 *
N60 G00 G40 G90 Z+250 *
N70 G37 P01 1 *
N80 G125 Q1=-20 Q3=+0 Q5=+0 Q7=+250
Q10=+5 Q11=100 Q12=200 Q15=+1 *
N90 G79 M3 *
N100 G00 G90 Z+250 M2 *
N110 G98 L1 *
N120 G01 G41 X+0 Y+15 *
N130 X+5 Y+20 *
N140 G06 X+5 Y+75 *
N150 G01 Y+95 *
N160 G25 R7,5 *
N170 X+50 *
N180 G25 R7,5 *
N190 X+100 Y+80 *
N200 G98 L0 *
N999999 %C25 G71 *
8.7 Cicli SL Gr
uppo II (non sul
TNC 41
0)
X
Y
5
20
100
100
80
50
95
75
15
R7,5
R7,5
KKAP8.PM6
28.06.2006, 14:46
212