5 t raiet to rie – coor dinat e polar i – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 128
112
6 Programmazione: Programmazione profili
6.5 T
raiet
to
rie – Coor
dinat
e polar
i
X
Y
40=I
35=J
30°
120°
R30
R25
Y
X
Z
I,J
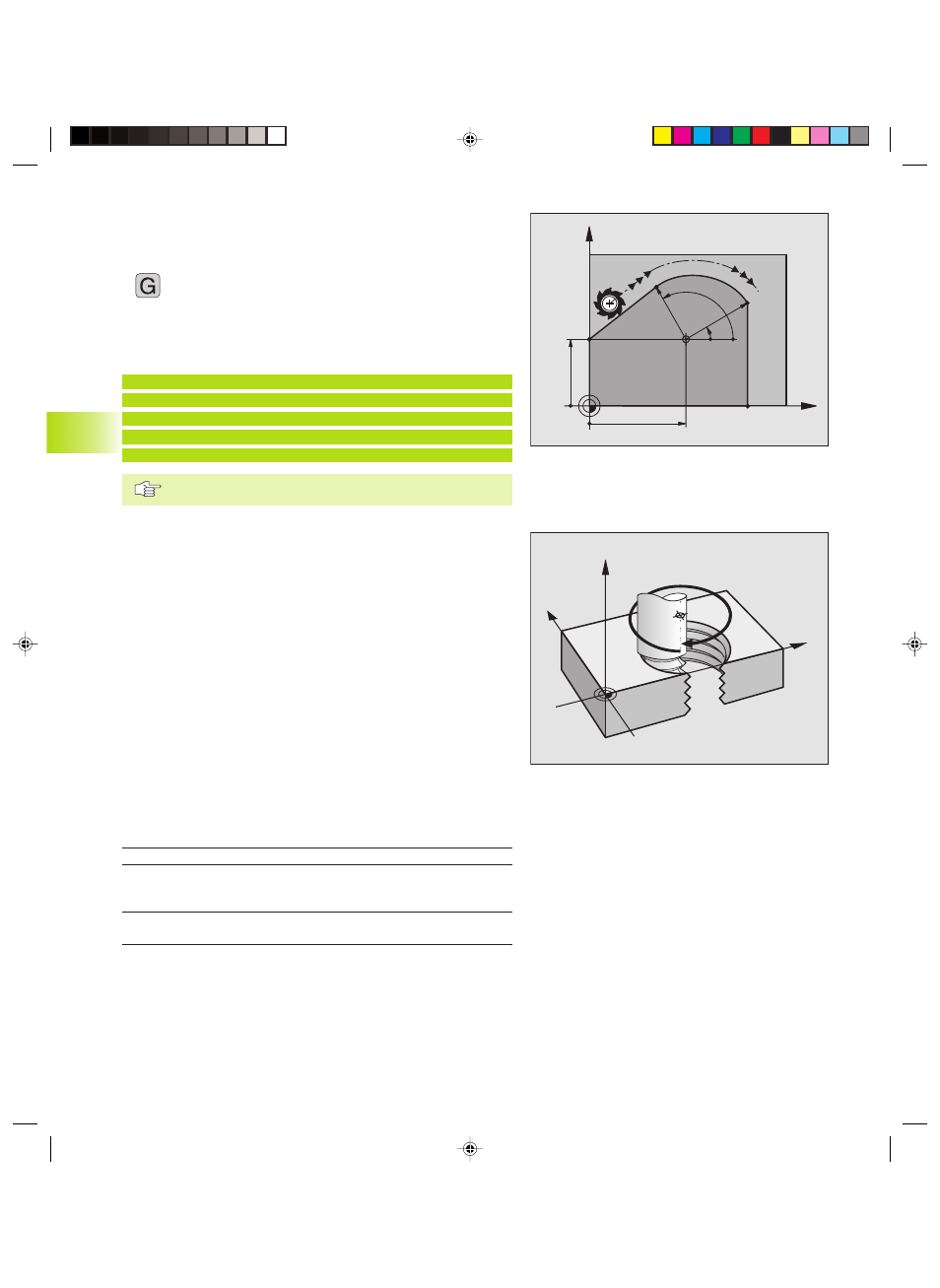
Traiettoria circolare G16 con raccordo tangenziale
L ’utensile si sposta su una traiettoria circolare che si raccorda
tangenzialmente all‘elemento di profilo precedente.
16
ú
COORDINATE POLARI RAGGIO R: Distanza del punto
finale della traiettoria circolare dal polo I, J
ú
COORDINATE POLARI ANGOLO H: Posizione angolare
del punto finale della traiettoria circolare
Esempi di blocchi NC
N120 I+40 J+35 *
N130 G01 G41 X+0 Y+35 F250 M3 *
N140 G11 R+25 H+120 *
N150 G16 R+30 H+30 *
N160 G01 Y+0 *
Il polo I, J non è il centro della circonferenza!
Traiettoria elicoidale
La traiettoria elicoidale viene generata dalla sovrapposizione di una
traiettoria circolare con una traiettoria lineare, perpendicolare alla
prima. La traiettoria circolare viene programmata come in un piano
principale.
Le traiettorie elicoidali possono essere programmate solo in
coordinate polari.
Impiego
■
Filettature interne ed esterne di grande diametro
■
Scanalature di lubrificazione
Calcolo della traiettoria elicoidale
Per la programmazione occorre il dato incrementale dell‘angolo
totale, per il quale l’utensile si sposta sulla traiettoria elicoidale,
nonché l’altezza totale della traiettoria elicoidale.
Per il calcolo della direzione di fresatura dal basso verso l’alto vale:
Numero filetti n
Numero filetti + anticipo filettatura
all'inizio e alla fine della filettatura
Altezza totale h
Passo P x numero filetti n
Angolo totale
Numero filetti x 360° + angolo per
incrementale IPA
inizio filettatura + angolo per
anticipo filettatura
Coordinata di partenza Z
Passo P x (n. filetti +
anticipo filettatura d'inizio filetto)
GKAP6.PM6
28.06.2006, 14:46
112