5 t raiet to rie – coor dinat e polar i – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 129
113
HEIDENHAIN TNC 410, TNC 426, TNC 430
Forma della linea elicoidale
La tabella illustra la relazione tra la direzione di lavoro, il senso di
rotazione e la correzione del raggio per determinate traiettorie.
Filettatura interna Direz. di lavoro Senso di rot Correzione del raggio
Destrorsa
Z+
G13
G41
Sinistrorsa
Z+
G12
G42
Destrorsa
Z–
G12
G42
Sinistrorsa
Z–
G13
G41
Esterna
Destrorsa
Z+
G13
G42
Sinistrorsa
Z+
G12
G41
Destrorsa
Z–
G12
G41
Sinistrorsa
Z–
G13
G42
Programmazione di una traiettoria elicoidale
Inserire la direzione di rotazione e l’angolo totale
incrementale G91 H con lo stesso segno, altrimenti
l’utensile potrebbe muoversi su una traiettoria errata.
Per l’angolo totale G91 H può essere inserito un valore
tra –5400° e +5400°. Se la filettatura ha più di 15 filetti,
programmare la traiettoria elicoidale con una ripetizione
di blocchi di programma.
(Vedere “9.3 Ripetizioni di blocchi di programma“)
12
ú
ANGOLO H COORDINATE POLARI: Inserire in modo
incrementale l’angolo totale (G91) che l’utensile
percorre sulla traiettoria elicoidale. Dopo l’inserimento
dell’angolo selezionare l’asse utensile con un tasto di
selezione assi.
ú
Inserire in modo incrementale la COORDINATA per
l’altezza della traiettoria elicoidale
ú
Correzione del raggio G40/G41/G42
inserirlo secondo la tabella in alto a sinistra
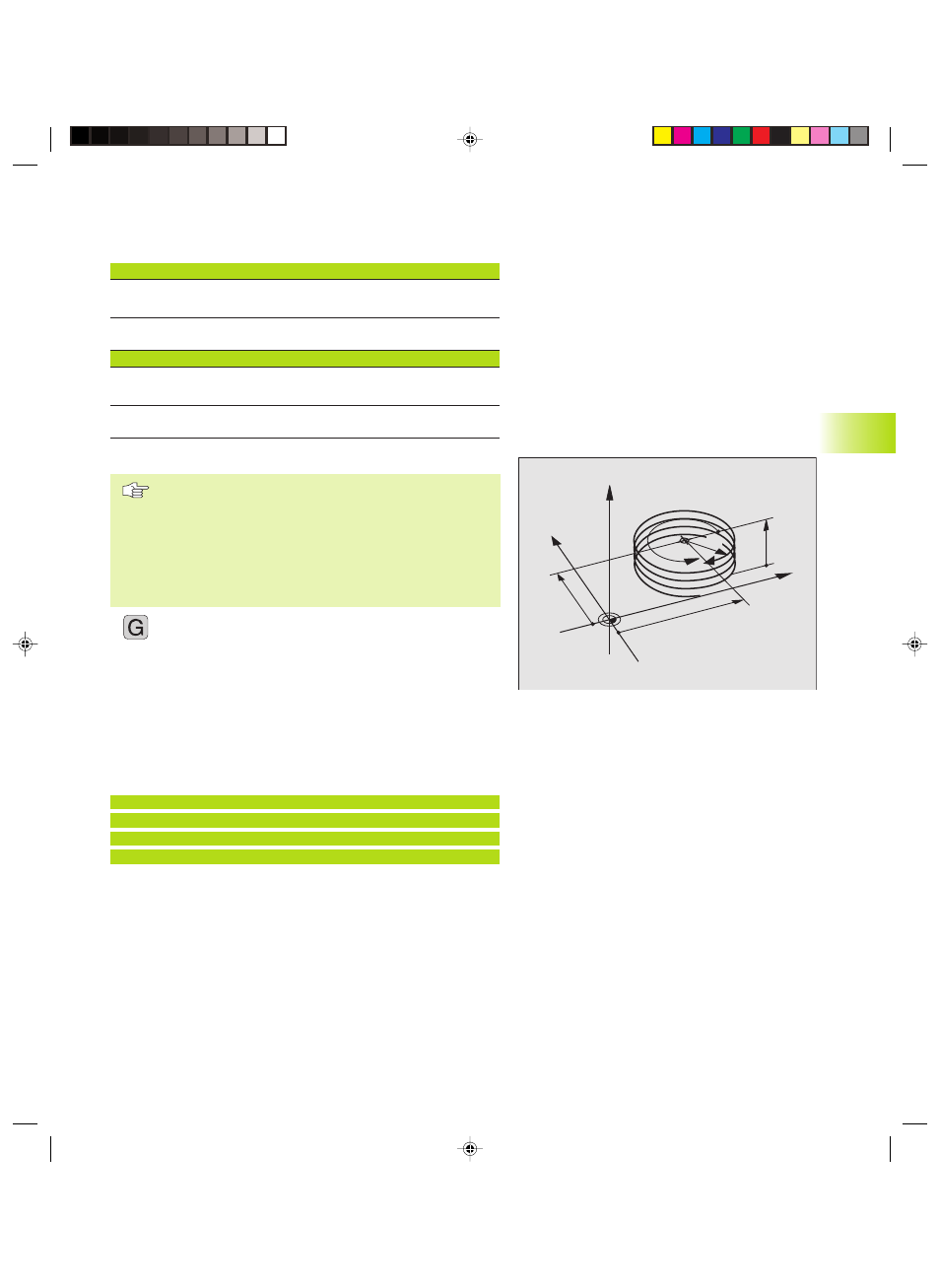
Esempi di blocchi NC
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 R+3 H+270 *
N150 G12 G41 G91 H-1800 Z+5 F+50 *
Y
X
Z
25=J
40=I
5
270°
R3
6.5 T
raiet
to
rie – Coor
dinat
e polar
i
GKAP6.PM6
28.06.2006, 14:46
113