3 cicli di foratura – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 175
159
HEIDENHAIN TNC 410, TNC 426, TNC 430
ú
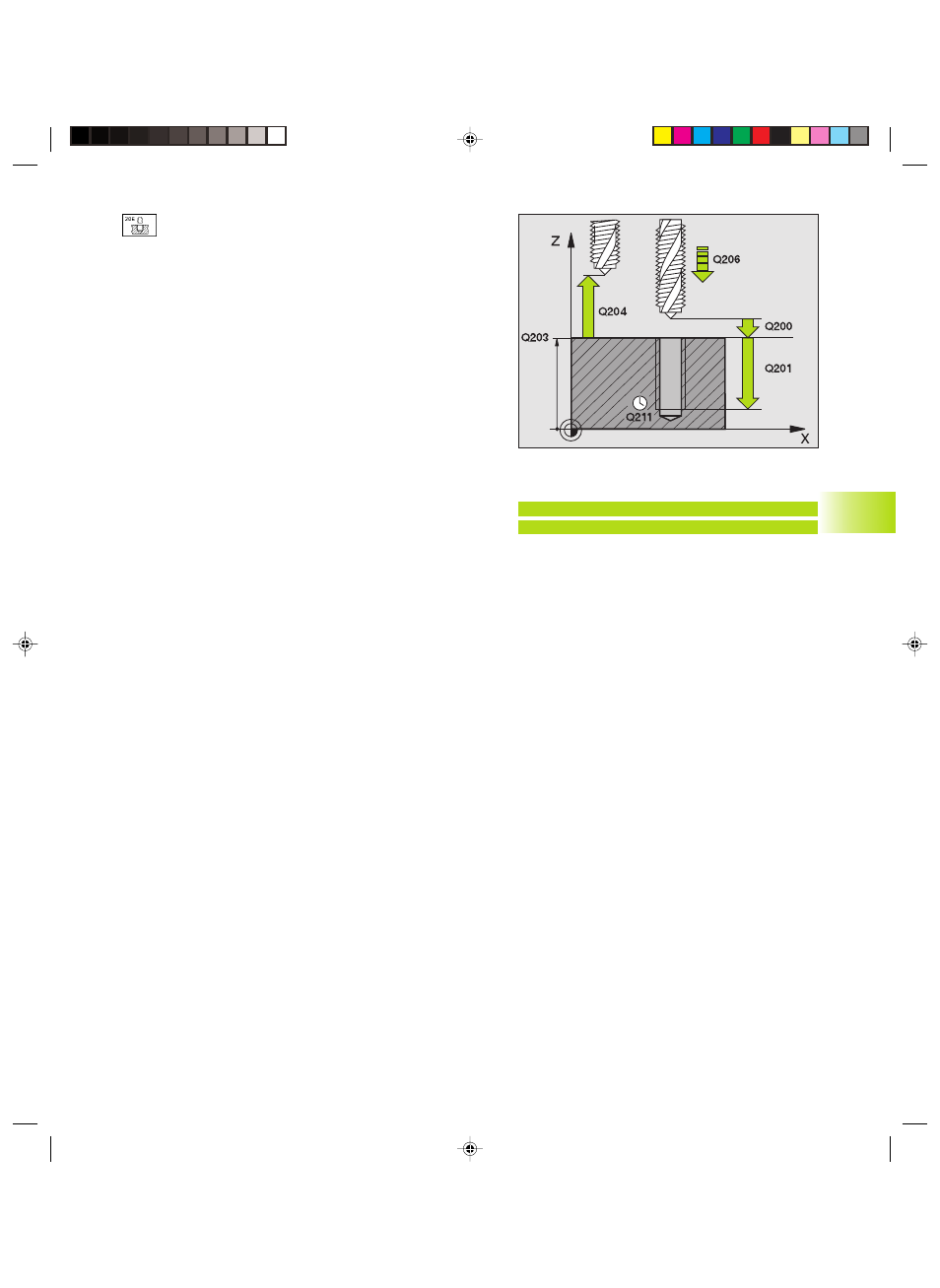
DISTANZA DI SICUREZZA Q200 (incrementale):
distanza tra la punta dell'utensile (posizione di
partenza) e la superficie del pezzo; valore indicativo: 4x
passo filettatura
ú
PROFONDITA' Q201 (lunghezza filettatura,
incrementale): distanza tra la superficie del pezzo e
l'estremità della filettatura
ú
AVANZAMENTO F Q206: velocità di spostamento
dell'utensile durante la maschiatura
Definizione avanzamento: F = S x p
F: Avanzamento (mm/min)
S: Giri mandrino (giri/min)
p: Passo della filettatura (mm)
ú
TEMPO DI SOSTA SOTTO Q211: inserire un valore
tra 0 e 0,5 secondi, per evitare che l'utensile resti
bloccato durante il ritorno
ú
COORD. SUPERFICIE PEZZO Q203 (assoluto):
coordinata della superficie del pezzo
ú
2ª DISTANZA DI SICUREZZA Q204 (incrementale):
coordinata dell’asse del mandrino che esclude una
collisione tra l’utensile e il pezzo (il dispositivo di
serraggio)
Disimpegno in un’interruzione del programma
Premendo durante la maschiatura il tasto esterno di STOP, il TNC
visualizzerà un softkey che permette il disimpegno dell‘utensile.
Esempi di blocchi NC:
N25 G206 Q200=2 Q201=-20 Q206=150
Q211=0.25 Q203=+0 Q204=50*
8.3 Cicli di foratura
KKAP8.PM6
28.06.2006, 14:46
159