7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 219
203
HEIDENHAIN TNC 410, TNC 426, TNC 430
FINITURA LATERALE (Ciclo G124)
Il TNC avvicina l’utensile ai singoli segmenti di profilo su una
traiettoria circolare a raccordo tangenziale, finendo ogni segmento
separatamente.
Da osservare:
La somma tra QUOTA LATERALE (Q14) e raggio
dell’utensile di finitura deve essere inferiore alla somma
tra la QUOTA LATERALE (Q3, ciclo G120) e il raggio
dell’utensile di svuotamento.
Anche per la lavorazione del ciclo G124 senza previo
svuotamento con il ciclo G122 vale il suddetto calcolo; in
questo caso il raggio dell’utensile di svuotamento
assume il valore ”0”.
Il punto di partenza per la finitura viene determinato
automaticamente dal TNC e dipende dalle condizioni di
spazio della tasca.
ú
SENSO ROT. ? SENSO ORARIO = –1 Q9:
Direzione di lavorazione:
+1: Rotazione in senso antiorario
–1: Rotazione in senso orario
ú
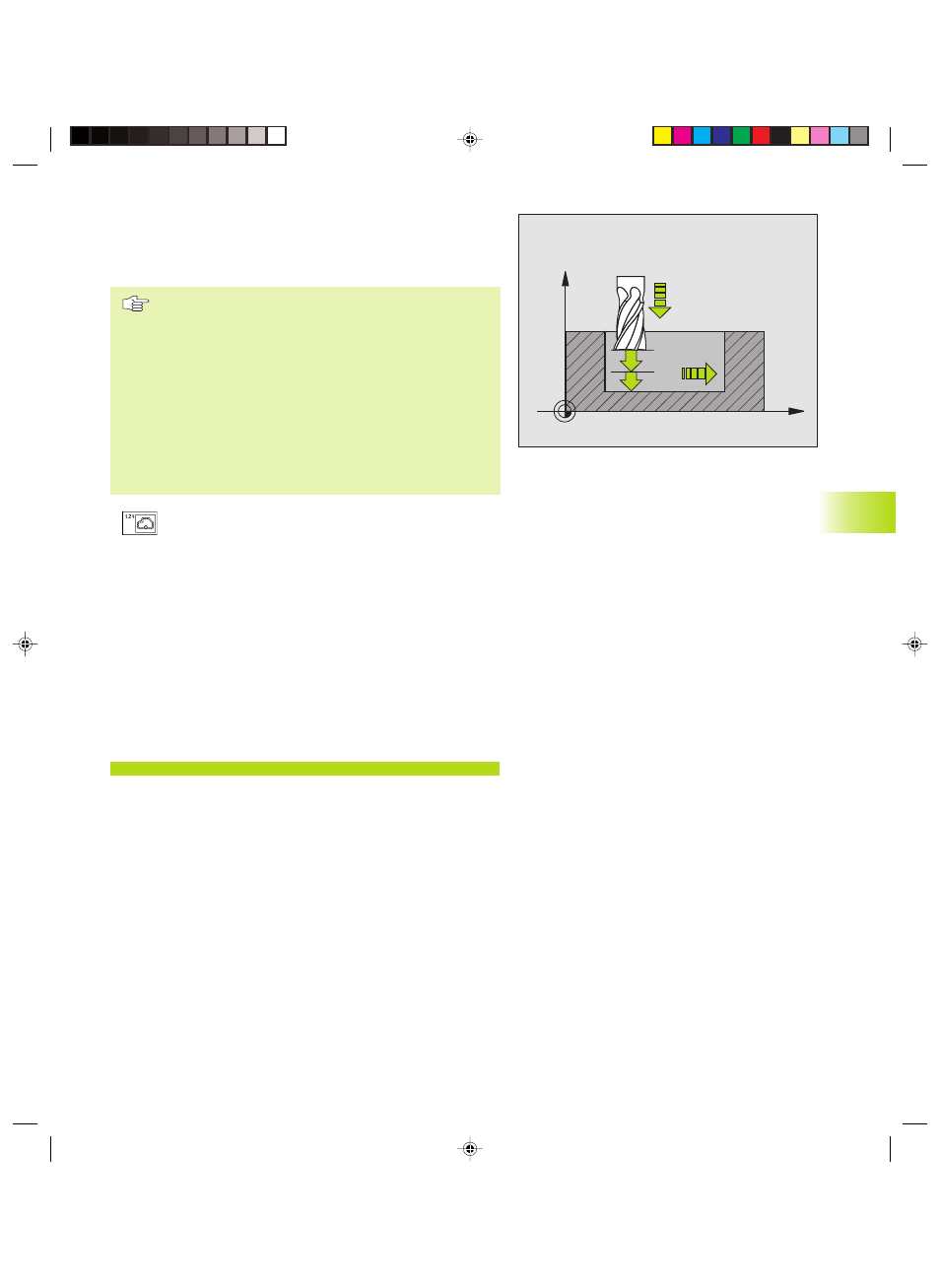
PROFONDITA’ DI ACCOSTAMENTO Q10
(incrementale): quota di cui l’utensile viene accostato
di volta in volta
ú
AVANZAMENTO IN PROFONDITA’ Q11: avanzamento
durante la penetrazione
ú
AVANZAMENTO SVUOTAMENTO Q12: avanzamento di
fresatura
ú
QUOTA LATERALE Q14 (incrementale): quota per
finiture ripetute; programmando Q14 = 0 viene
asportata la quota di finitura residua
Esempi di blocchi NC:
N61 G124 Q9=+1 Q10=+5 Q11=100 Q12=350 Q14=+0*
8.7 Cicli SL Gr
uppo II (non sul
TNC 41
0)
X
Z
Q11
Q12
Q10
KKAP8.PM6
28.06.2006, 14:46
203