7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 217
201
HEIDENHAIN TNC 410, TNC 426, TNC 430
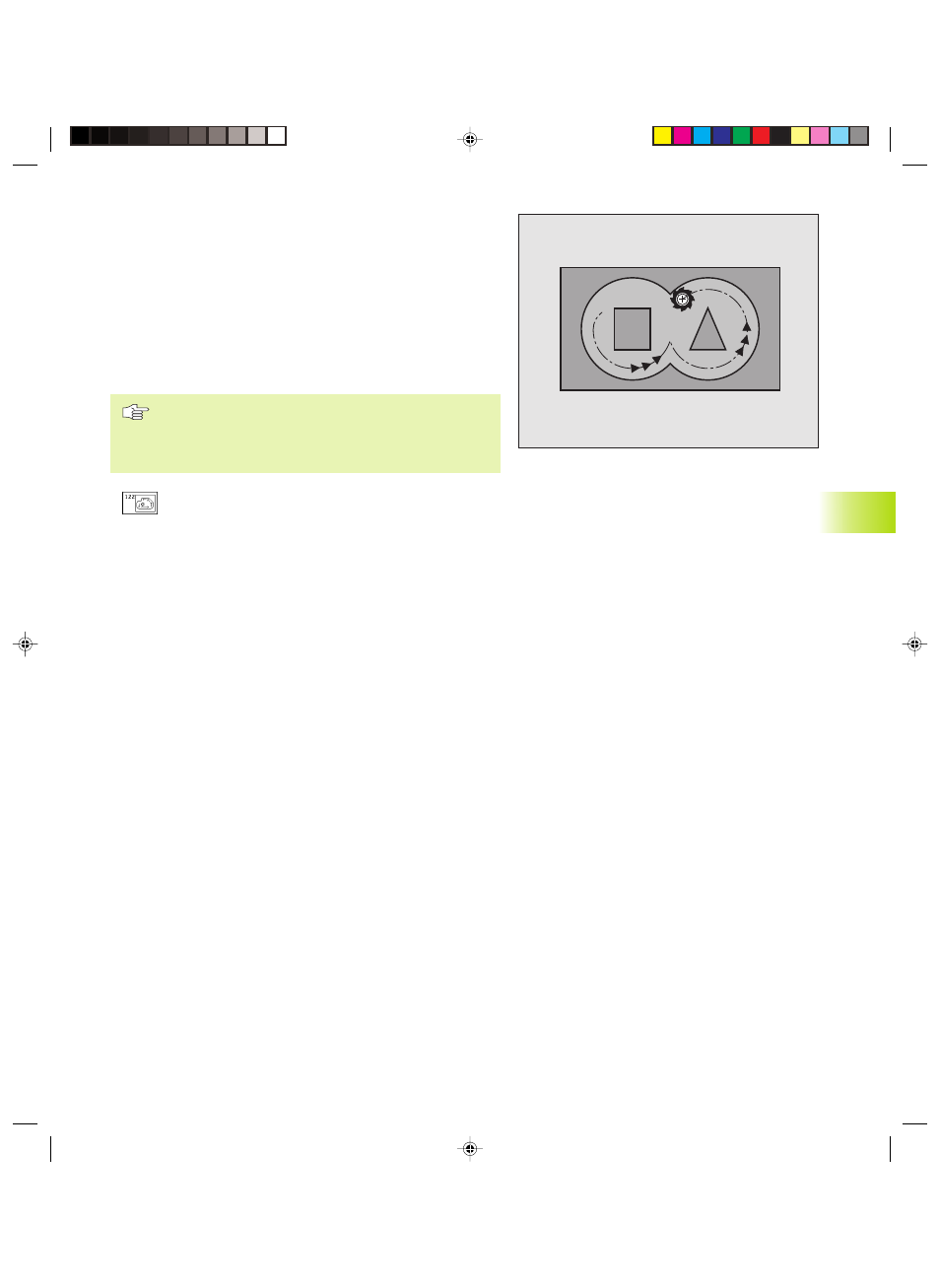
SVUOTAMENTO (Ciclo G122)
1 Il TNC posiziona l’utensile sopra il punto di penetrazione, tenendo
conto della QUOTA LATERALE
2 Alla prima PROFONDITA‘ DI ACCOSTAMENTO l’utensile fresa il
profilo con AVANZAMENTO DI FRESATURA Q12 dall’interno verso
l’esterno
3 I profili delle isole (qui C/D) vengono contornati con
l’avvicinamento della fresa al profilo delle tasche (qui A/B)
4 Successivamente il TNC finisce il profilo delle tasche e ritira
quindi l’utensile alla DISTANZA DI SICUREZZA
Da osservare:
Utilizzare evt. una fresa con tagliente frontale a taglio
centrale (DIN 844) oppure effettuare una preforatura con
il ciclo G121.
ú
PROFONDITA’ DI ACCOSTAMENTO Q10
(incrementale): quota di cui l’utensile viene accostato
di volta in volta
ú
AVANZAMENTO IN PROFONDITA’ Q11: velocità di
penetrazione in mm/min
ú
AVANZAMENTO SVUOTAMENTO Q12: avanzamento di
fresatura in mm/min
ú
NUMERO UTENSILE SGROSSATURA Q18: numero
dell’utensile con il quale il TNC ha già eseguito una
sgrossatura. Se non fosse stata eseguita alcuna
sgrossatura, programmare ”0”; inserendo un numero
in questo campo, il TNC svuoterà solo la parte che non
ha potuto essere lavorata con l‘utensile di sgrossatura.
Se l’utensile non potesse avvicinarsi lateralmente a
questa parte, il TNC effettua una penetrazione con
pendolamento; a questo scopo occorre definire nella
tabella utensili TOOL.T (vedere par. 5.2) la lunghezza
del tagliente LCUTS e l’angolo massimo di
penetrazione ANGLE dell‘utensile. In mancanza di tali
definizioni il TNC emette un messaggio d‘errore.
ú
AVANZAMENTO DI PENDOLAMENTO Q19:
avanzamento di pendolamento in mm/min
8.7 Cicli SL Gr
uppo II (non sul
TNC 41
0)
C
D
A
B
KKAP8.PM6
28.06.2006, 14:46
201