3 cicli di foratura – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 180
8 Programmazione: Cicli
164
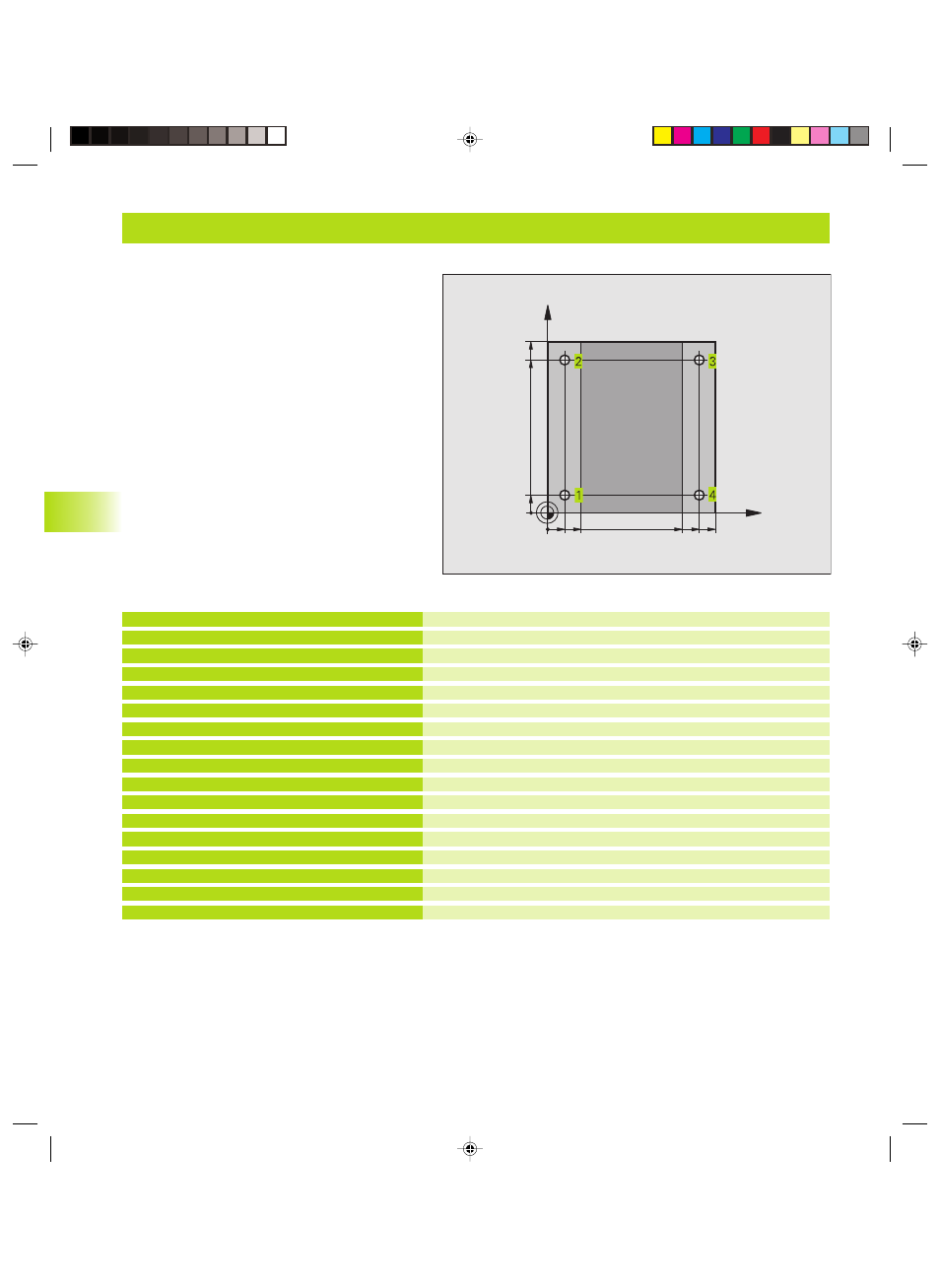
Esempio: Cicli di foratura
Definizione pezzo grezzo
Definizione utensile
Richiamo utensile
Disimpegno utensile
Definizione ciclo
Posizionamento sul foro 1, mandrino ON
Preposizionamento nell’asse del mandrino, chiamata del ciclo
Posizionamento sul foro 2, richiamo ciclo
Disimpegno dell'asse del mandrino
Posizionamento sul foro 3
Preposizionamento nell’asse del mandrino, chiamata del ciclo
Posizionamento sul foro 4, richiamo ciclo
Disimpegnare l'utensile, fine del programma
%C200 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
N40 T1 G17 S4500 *
N50 G00 G40 G90 Z+250 *
N60 G200 Q200=2 Q201=-15 Q206=250
Q202=5 Q210=0 Q203=0 Q204=50 *
N70 X+10 Y+10 M3 *
N80 Z-8 M99 *
N90 Y+90 M99 *
N100 Z+20 *
N110 X+90 *
N120 Z-8 M99 *
N130 Y+10 M99 *
N140 G00 Z+250 M2 *
N999999 %C200 G71 *
8.3 Cicli di foratura
X
Y
20
10
100
100
10
90
90
80
KKAP8.PM6
28.06.2006, 14:46
164