4 t raiet to rie – coor dinat e car tesiane – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 125
109
HEIDENHAIN TNC 410, TNC 426, TNC 430
6.4 T
raiet
to
rie – Coor
dinat
e car
tesiane
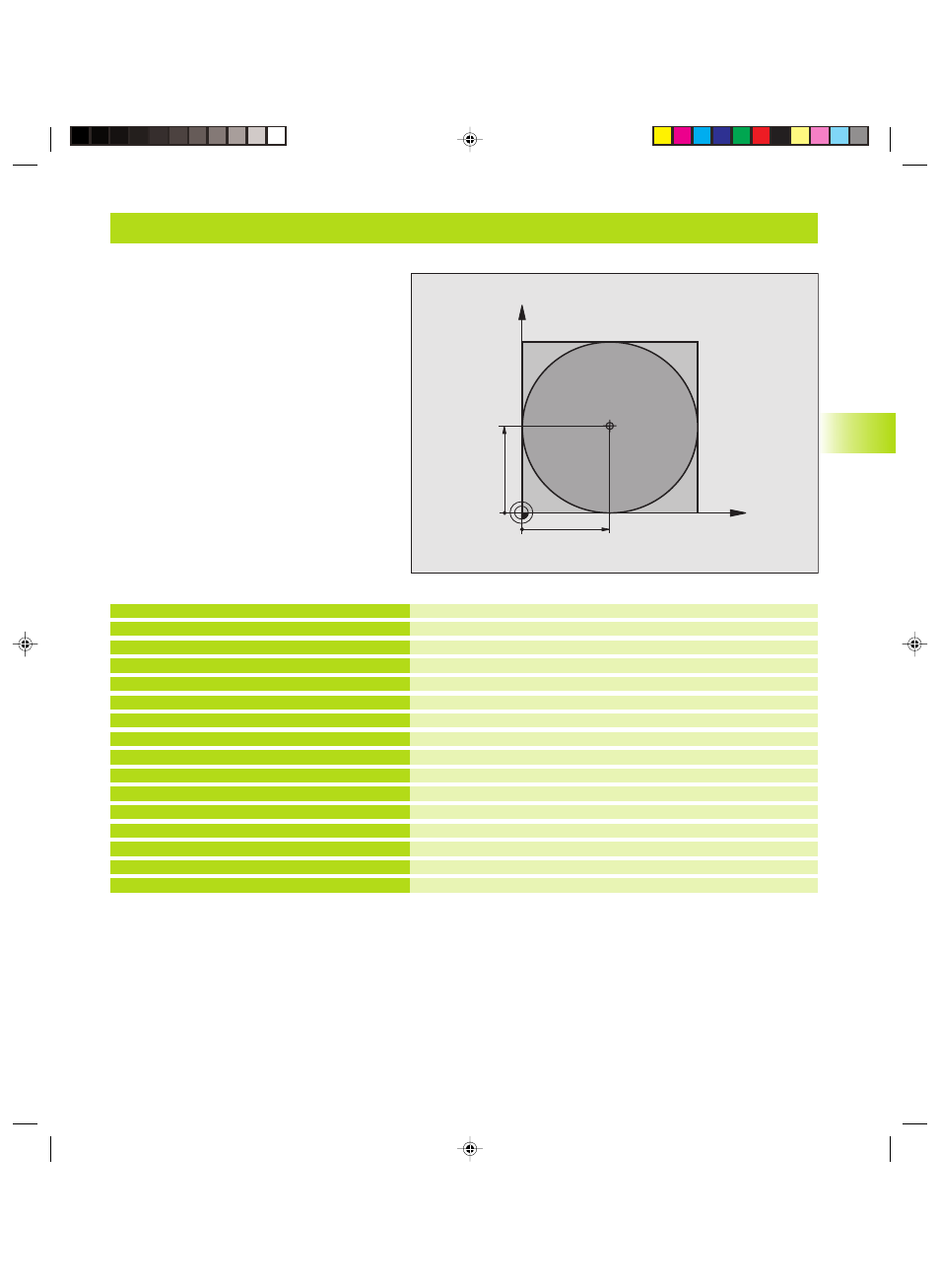
Esempio: Cerchio pieno con coordinate cartesiane
%C-CC G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+12,5 *
N40 T1 G17 S3150 *
N50 G00 G40 G90 Z+250 *
N60 I+50 J+50 *
N70 X-40 Y+50 *
N80 G01 Z-5 F1000 M3 *
N90 G01 G41 X+0 Y+50 F300 *
N100 G26 R5 F150 *
N110 G02 X+0 *
N120 G27 R5 F500 *
N130 G01 G40 X-40 Y-50 F1000 *
N140 G00 Z+250 M2 *
N999999 %C-CC G71 *
Definizione pezzo grezzo
Definizione utensile
Richiamo utensile
Disimpegno utensile
Definizione centro del cerchio
Preposizionamento dell’utensile
Posizionamento alla profondità di lavorazione
Posizionam. sul punto di partenza del cerchio, correzione raggio G41
Avvicinamento tangenziale
Posizionamento sul punto finale del cerchio (= punto di partenza)
Distacco tangenziale
Disimpegno nel piano di lavoro, disattivazione correzione del raggio
Disimpegno utensile nell‘asse mandrino, fine del programma
X
Y
50
50
I,J
GKAP6.PM6
28.06.2006, 14:46
109