6 esempi di programmazione – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 262
9 Programmazione: Sottoprogrammi e ripetizione di blocchi di programma
246
9.6 Esempi di programmazione
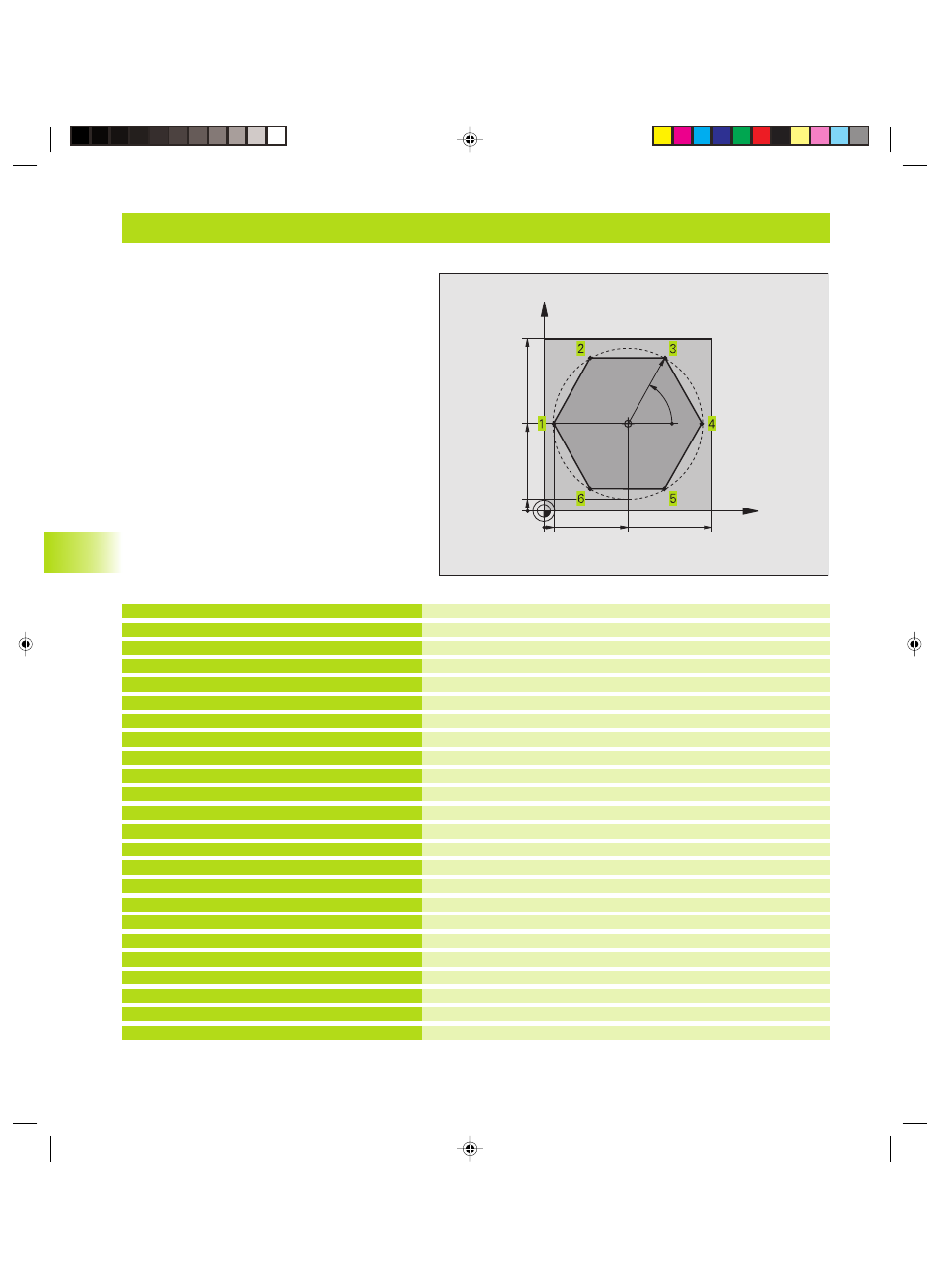
Esempio: Fresatura di un profilo in più accostamenti
% P G M W D H G 7 1 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+250 *
N60 I+50 J+50 *
N70 G10 R+60 H+180 *
N80 G01 Z+0 F1000 M3 *
N90 G98 L1 *
N100 G91 Z-3 *
N110 G11 G41 G90 R+45 H+180 F250 *
N120 G26 R5 *
N130 H+120 *
N140 H+60 *
N150 H+0 *
N160 H-60 *
N170 H-120 *
N180 H+180 *
N190 G27 R5 F500 *
N200 G40 R+60 H+180 F1000 *
N210 L1,9 *
N220 G00 Z+250 M2 *
N999999 %PGMWDH G71 *
Definizione utensile
Richiamo utensile
Disimpegno utensile
Impostazione del polo
Preposizionamento nel piano di lavoro
Preposizionamento sul bordo superiore del pezzo
LABEL per la ripetizione di blocchi di programma
Accostamento in profondità incrementale (nel vuoto)
Primo punto del profilo
Posizionamento sul profilo
Profilo
Distacco dal profilo
Disimpegno
Salto di ritorno all’LBL 1; in tutto nove volte
Disimpegnare l'utensile, fine del programma
9.6 Esempi di programmazione
Esempio: Fresatura di un profilo in più accostamenti
Esecuzione del programma
■
Preposizionamento dell’utensile sul bordo superiore
del pezzo
■
Inserimento incrementale dell‘accostamento
■
Fresatura del profilo
■
Ripetizione dell’accostamento e della fresatura del
profilo
X
Y
50
100
50
I,J
5
100
R45
60°
5
LKAP9.PM6
28.06.2006, 14:47
246