HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 526
526
6.14 Gener
a
zione int
e
ra
tt
iv
a del piano di la
v
o
ro
(IA
G
)
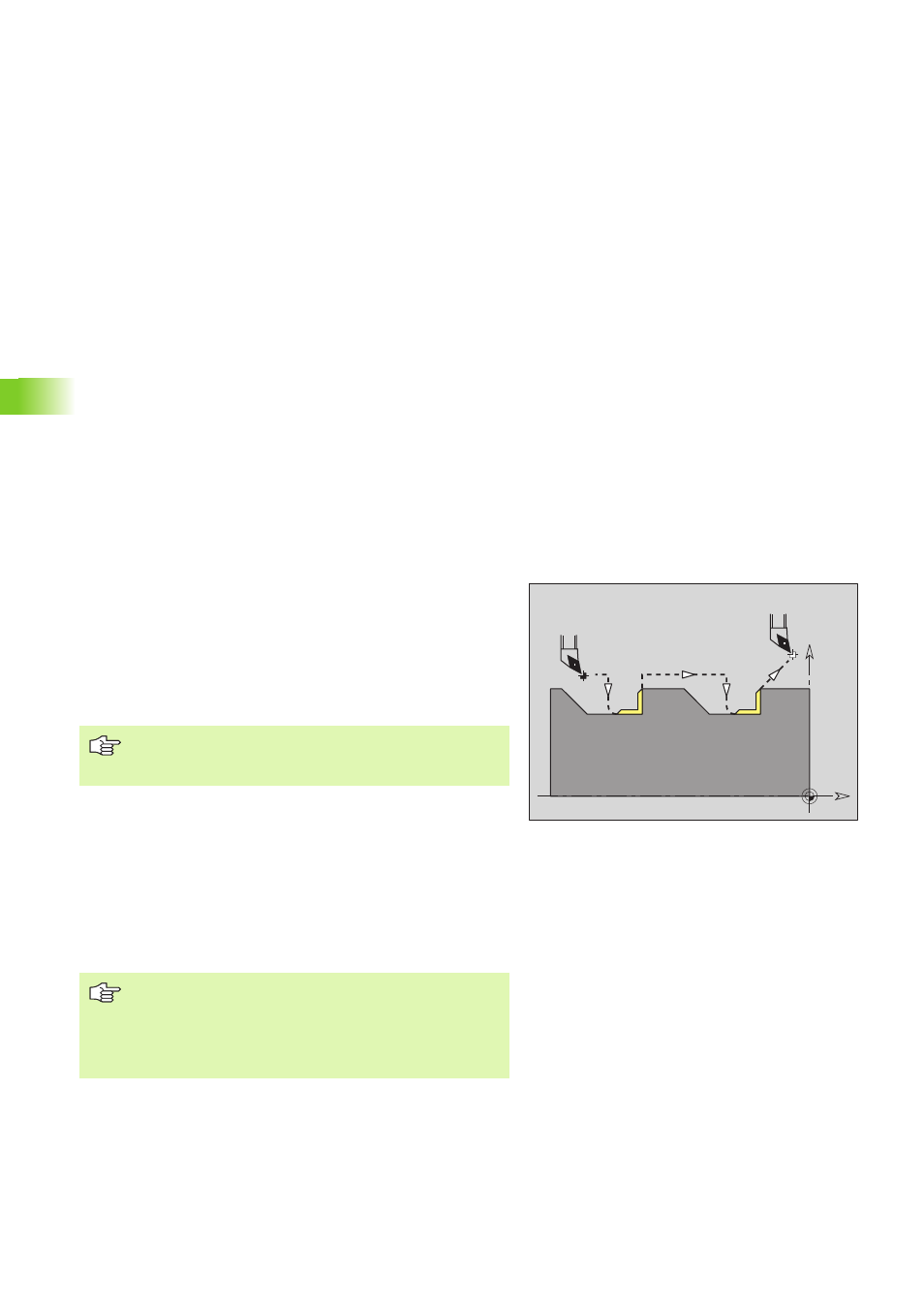
Lavorazione profilo residuo: se in caso di profili incavati rimane del
materiale residuo, asportarlo con truciolo con "Lavorazione profilo
residuo" (vedere figura "G890 Q4"). Di regola non è necessaria una
limitazione di taglio.
Svuotamento: la IAG lavora le aree del profilo incavate, che vengono
determinate in base all'"angolo di copiatura verso l'interno" (gole: EKW
<= mtw). Per la Finitura – Svuotamento si dovrebbero impiegare
preferibilmente "utensili neutri".
Con smussi/arrotondamenti si applica:
Attributo "Rugosità/Avanzamento" non programmato: il CNC PILOT
esegue una riduzione di avanzamento automatica. Vengono eseguiti
almeno "FMUR" giri (parametro di lavorazione 5).
Attributo "Rugosità/Avanzamento" programmato: senza riduzione di
avanzamento
Con smussi/arrotondamenti che in base alla grandezza vengono
lavorati con almeno "FMUR" giri (parametro di lavorazione 5), non
avviene alcuna riduzione di avanzamento.
H
Tipo di disimpegno. L'utensile si solleva sotto 45° contro la
direzione di lavorazione. L'ulteriore disimpegno è determinato
da H:
H=0: diagonale verso la posizione di disimpegno
H=1: prima in direzione X, poi Z
H=2: prima in direzione Z, poi X
H=3: si solleva in avanzamento fino alla distanza di sicurezza
I
Posizione di disimpegno con H=0, 1, 2
K
Posizione di disimpegno con H=0, 1, 2
Lavorazione elemento geometrico: impostazione tramite
softkey
Il campo visualizza gli elementi geometrici da lavorare
(abbreviazioni: vedere la tabella softkey). I seguenti elementi
geometrici vengono sempre lavorati:
C: smusso
R: arrotondamento
PT: accoppiamento
GW: filettatura
Parametri
X
Z
G890 Q4
Con la "lavorazione profilo residuo" e con lo "svuotamento"
la strategia di avvicinamento è definita. La IAG genera il
G890 con il "tipo di avvicinamento Q4".
Il valore proposto "posizione di disimpegno I,K" dipende dal
fatto che sia programmato "Ciclo > Avvicinamento":
Programmato: posizione da "Ciclo > Avvicinamento"
Non programmato: posizione del punto di cambio
utensile