Riserraggio – 1º serraggio dopo il 2º serraggio, 13 allestiment o – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 488
488
6.13 Allestiment
o
Riserraggio – 1º serraggio dopo il 2º serraggio
Il "Riserraggio – 1º serraggio dopo il 2º serraggio" avvia la lavorazione
del secondo serraggio.
Definire prima i dispositivi di serraggio. Successivamente TURN PLUS
attiva un programma Expert dal parametro di lavorazione 21. Quale
programma Expert viene attivato dipende dalle registrazioni
"Mandrino" da "1º serraggio .." e "2º serraggio .." nell'intestazione del
programma e dalla registrazione nella "Sequenza di lavorazione":
Mandrini differenti registrati in "1º serraggio .." e "2º serraggio .."
(macchina con contromandrino):
Lavorazione principale e secondaria "Riserraggio – Lavorazione
completa": registrazione di "UP-UMKOMPL" (trasferimento al
contromandrino)
Lavorazione principale e secondaria "Troncatura – Lavorazione
completa": registrazione di "UP-UMKOMPLA" (troncatura e
trasferimento al contromandrino)
Mandrini uguali registrati in "1º serraggio .." e "2º serraggio .."
(lavorazione completa in macchina con un mandrino):
Lavorazione principale e secondaria "Riserraggio – Lavorazione
completa": registrazione di "UP-UMHAND" (riserraggio manuale)
Lavorazione principale e secondaria "Troncatura – Lavorazione
completa": registrazione di "UP-ABHAND" (troncatura e riserraggio
manuale)
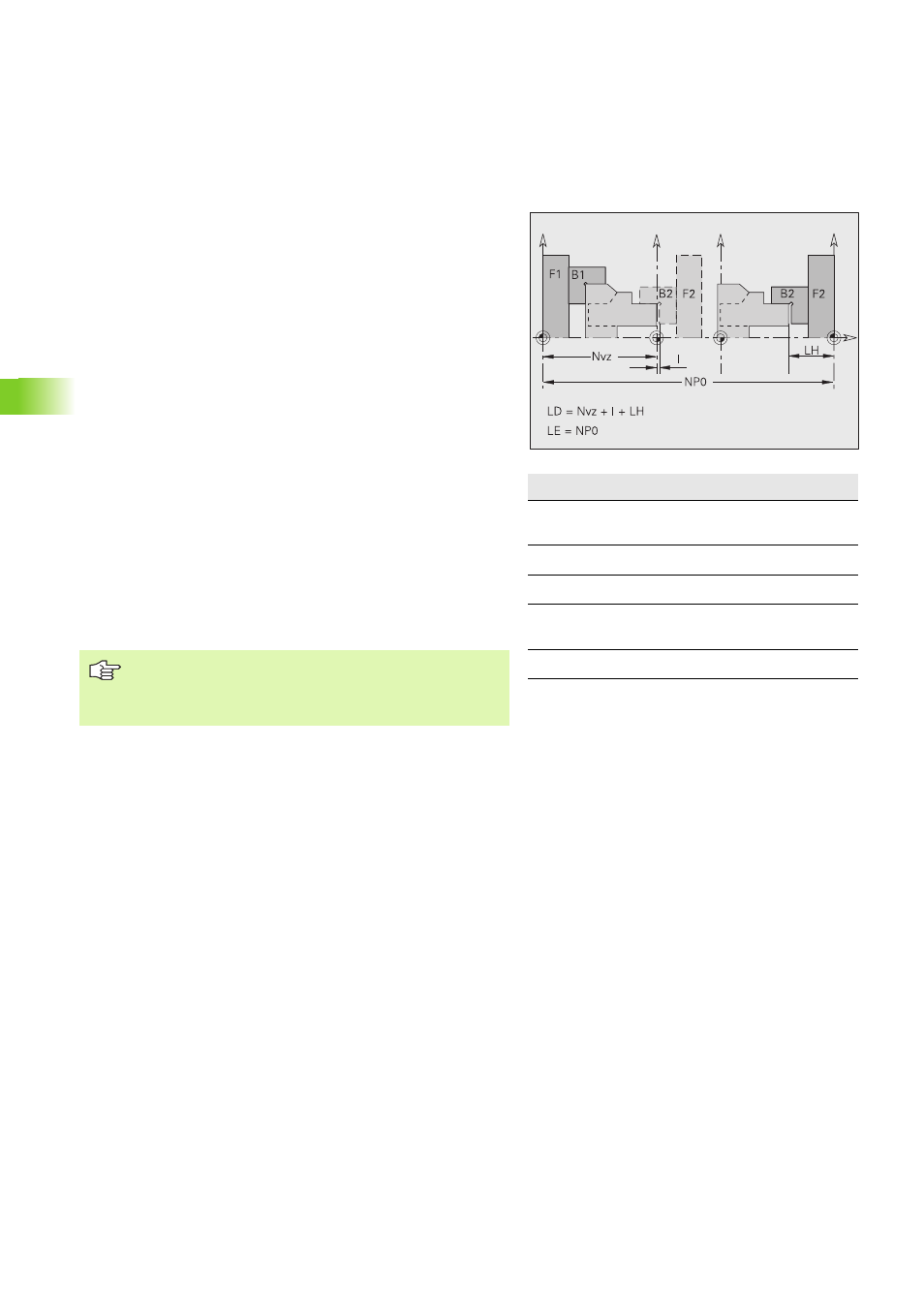
La figura descrive i parametri che sono rilevanti per il trasferimento del
pezzo al contromandrino.
Legenda
F1/B1 Mandrino di serraggio/griffa mandrino
principale
F2/B2 Mandrino di serraggio/griffa contromandrino
Nvz
Spostamento di origine (G59, ...)
I
Distanza di sicurezza verso il pezzo grezzo
(parametro di lavorazione 2)
NP0
Offset origine (p. es. MP 1164 per asse Z $1)
Considerare i seguenti programmi Expert come esempio.
Il costruttore della macchina mette a disposizione i
programmi Expert. Ricavare dal manuale della macchina il
significato dei parametri e lo svolgimento del programma.