27 cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 272
272
4.27 Cicli di fr
esat
ur
a
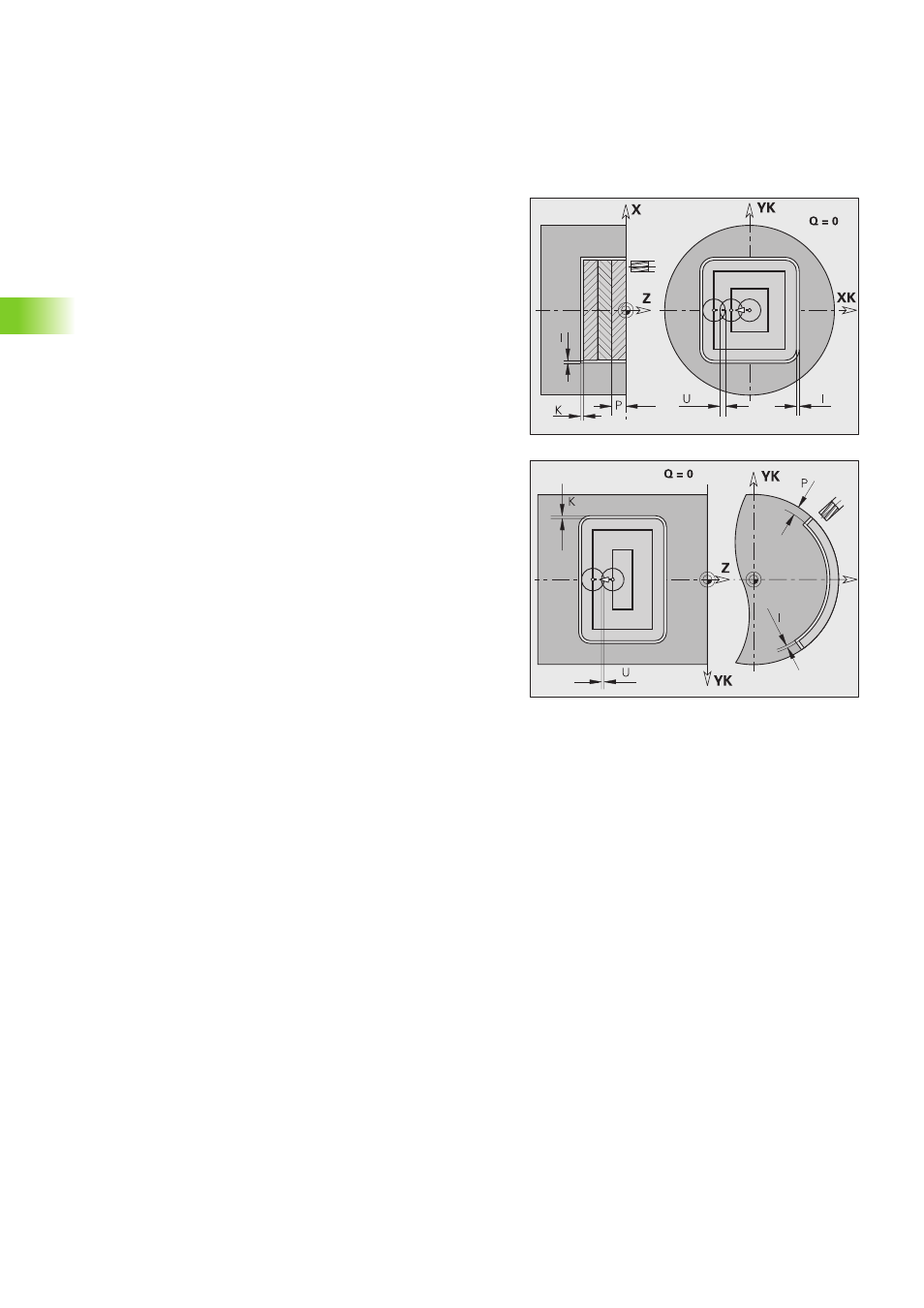
G845 – Fresatura
La Direzione di fresatura viene influenzata attraverso la "Direzione di
fresatura H", la "Direzione di lavorazione Q" e il senso di rotazione della
fresa (vedere tabella seguente). Programmare solo i parametri riportati
nella tabella seguente.
Vedere anche:
G845 – Principi fondamentali: Pagina 270
G845 – Determinazione delle posizioni di preforatura: Pagina 271
Parametri – Fresatura
NS
Numero di blocco – Riferimento alla descrizione del profilo
P
Profondità di fresatura (massima) (accostamento nel piano di
fresatura)
I
Sovrametallo in direzione X
K
Sovrametallo in direzione Z
U
Fattore di sovrapposizione (minimo). Definisce la
sovrapposizione delle traiettorie di fresatura (default: 0,5).
Sovrapposizione = U*diametro fresa
H
Direzione di fresatura (default: 0)
H=0: discorde
H=1: concorde
F
Avanzamento per accostamento in profondità (default:
avanzamento attivo)
A partire dalla versione software 625 952-05: F si impiega
come avanzamento di lavorazione per penetrazione con
pendolamento o elicoidale.
E
Avanzamento ridotto per elementi circolari (default:
avanzamento corrente)
J
Piano di ritorno (default: ritorno alla posizione di partenza)
Superficie frontale o posteriore: posizione di ritorno in
direzione Z
Superficie cilindrica: posizione di ritorno in direzione X
(quota diametrale)
Q
Direzione di lavorazione (default: 0)
Q=0: dall'interno verso l'esterno
Q=1: dall'esterno verso l'interno
A
Esecuzione di "Fresatura": A=0 (default=0)
NF
Etichetta di posizione – Riferimento da cui il ciclo legge le
posizioni di preforatura [1..127].
O
Strategia di penetrazione (default: 0)
Penetrazione perpendicolare O=0: il ciclo si porta sul punto
di partenza, penetra con l'avanzamento in accostamento e poi
fresa la tasca.