20 la v o ra zione superficie fr ontale – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 366
366
6 Programmazione DIN
6.20 La
v
o
ra
zione superficie fr
ontale
Fresatura profilo e matrice superficie frontale
G793
L'istruzione G793 fresa matrici o "profili liberi" (aperti o chiusi) sulla
superficie frontale. All'istruzione G793 segue:
la matrice da fresare con:
cerchio (G304), rettangolo (G305) o poligono (G307)
chiusura del profilo di fresatura (G80)
il profilo libero con:
punto iniziale del profilo di fresatura (G100)
profilo di fresatura (G101, G102, G103)
chiusura del profilo di fresatura (G80)
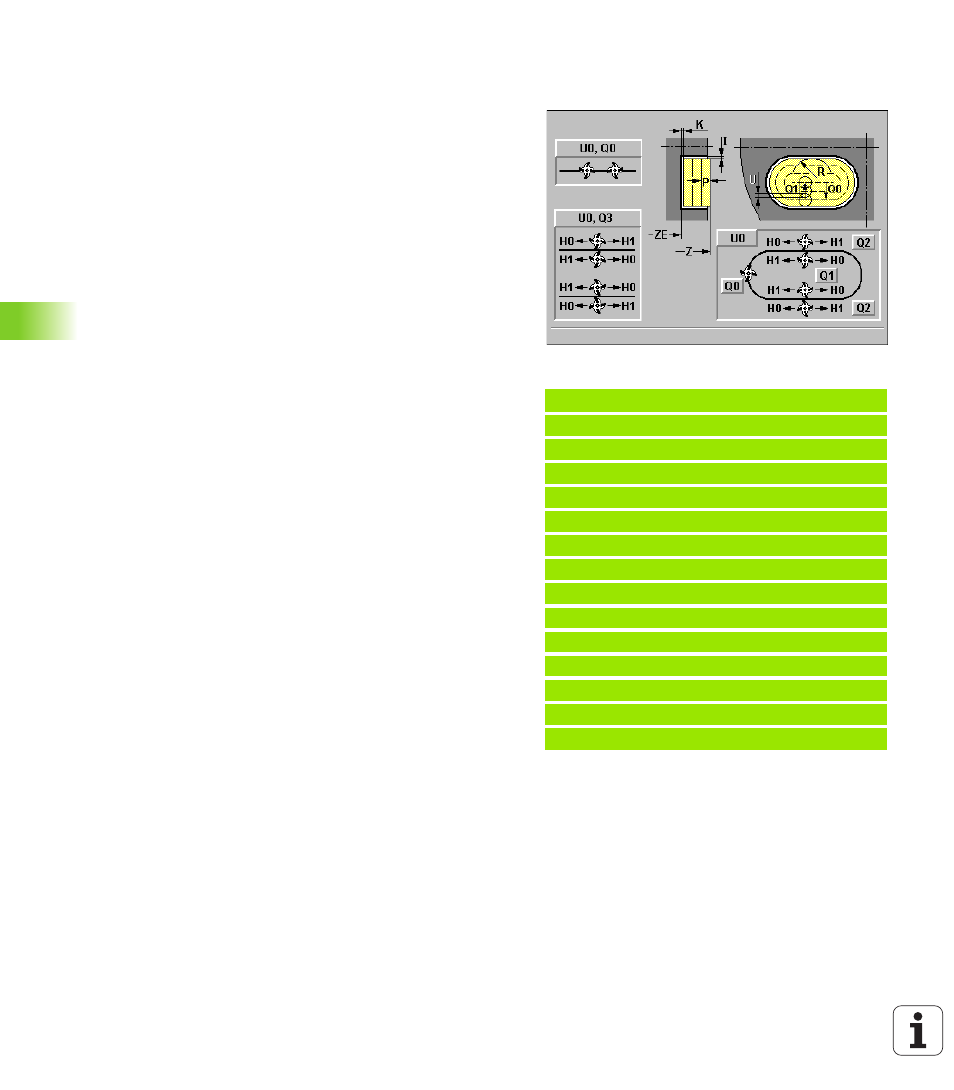
Parametri
Z Spigolo superiore di fresatura
ZE Fondo fresatura
P Accostamento massimo
(default: profondità totale in un
accostamento)
U Fattore di sovrapposizione:
fresatura profilo o tasca (default: 0)
U=0: fresatura profilo
U>0: fresatura tasca – sovrapposizione minima dei percorsi di
fresatura = U*diametro fresa
R Raggio di avvicinamento
(raggio arco di avvicinamento/
allontanamento) – (default: 0)
R=0: l'elemento del profilo viene raggiunto direttamente;
accostamento sul punto di avvicinamento al di sopra del piano di
fresatura, quindi accostamento verticale in profondità
R>0: la fresa percorre l'arco di avvicinamento/allontanamento che
si unisce tangenzialmente all'elemento del profilo
R<0 per gli angoli interni: la fresa percorre l'arco di avvicinamento/
allontanamento che si unisce tangenzialmente all'elemento del
profilo
R<0 per gli angoli esterni: lunghezza elemento di avvicinamento/
allontanamento lineare; avvicinamento/allontanamento
tangenziale dall'elemento del profilo
I Sovrametallo
parallelo al profilo
K Sovrametallo Z
(in direzione di accostamento)
F Accostamento di lavorazione
per accostamento in profondità
(default: avanzamento attivo)
E Avanzamento ridotto
per elementi circolari (default: avanzamento
attivo)
H Direzione di fresatura
(default: 0): interagisce insieme al senso
di rotazione della fresa sulla direzione di fresatura (vedere grafica
di supporto)
H=0: discorde
H=1: concorde
Esempio: G793
%100.nc
[G100, G101, G102, G103, G793]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE-5 P2 U0.5 R0 I0.5 F0.15 H0 Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
FINE