Filettatura semplice g32, 15 cicli di filet tat ur a – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 339
HEIDENHAIN MANUALplus 4110
339
6.15 Cicli di filet
tat
ur
a
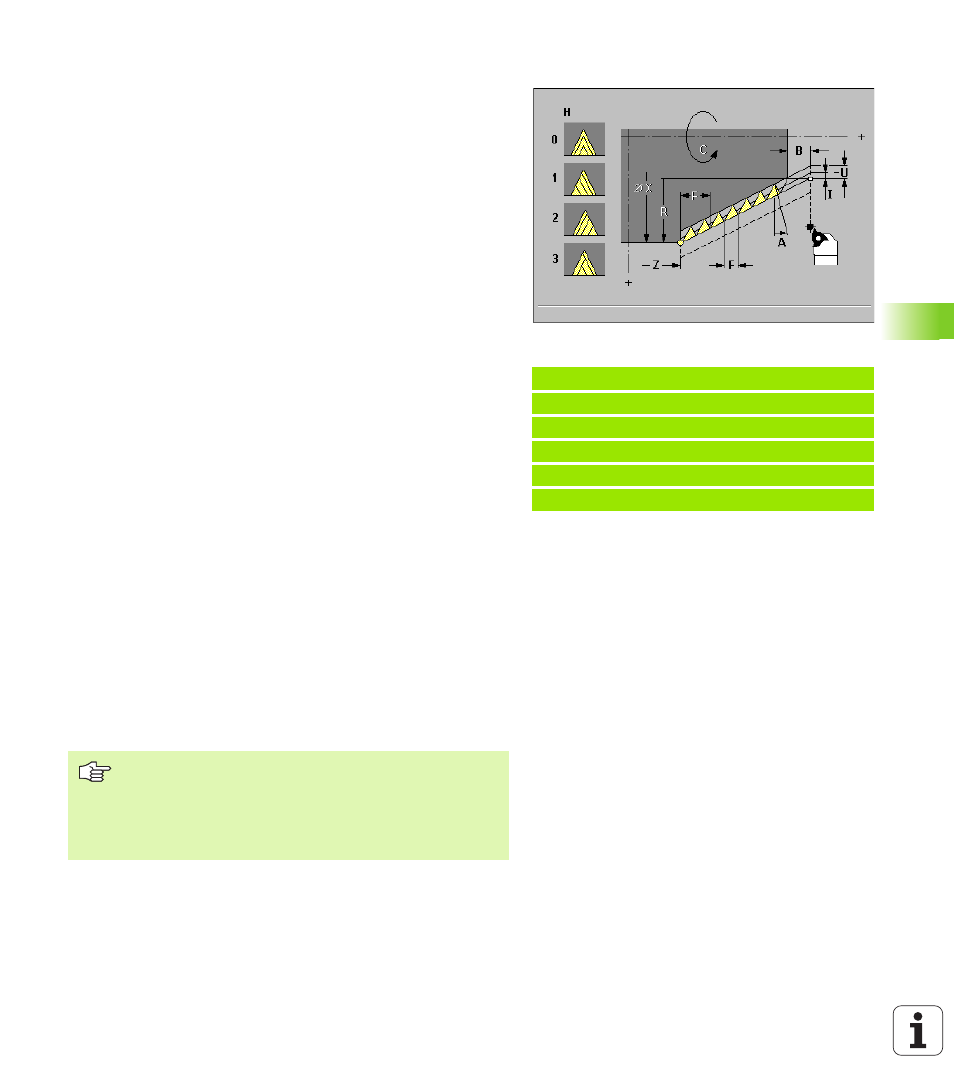
Filettatura semplice G32
L'istruzione G32 esegue un filetto semplice in qualsiasi posizione e
direzione (filetto assiale, conico o radiale; filetto interno o esterno). Il
filetto inizia sull'attuale posizione dell'utensile e termina nel "Punto
finale X, Z".
Parametri
X Punto finale filetto
(quota diametro)
Z Punto finale filetto
F Passo filetto
U Profondità filetto
U>0: filetto interno
U<=0: filetto esterno (lato assiale e frontale)
U= +999 o –999: La profondità di filettatura viene calcolata
I Accostamento massimo
B Passate residue
(default: 0)
B=0: suddivisione "ultima passata" in 1/2, 1/4, 1/8.
B=1: senza configurazione di taglio residua
Q Numero di passate a vuoto
dopo l'ultima passata (default: 0)
K Lunghezza uscita
sul punto finale del filetto (default: 0)
W Angolo al vertice del cono
(default: 0): posizione filetto in
riferimento all'asse assiale o radiale. Per filetti conici inclinati W è
negativo.
Campo: –45° < W < 45°
C Angolo di partenza
: posizione del mandrino principale all'avvio
del filetto (default: 0°)
H Tipo di offset
(default: 0)
H=0: senza offset
H=1: offset da sinistra in direzione della base del filetto
H=2: offset da destra in direzione della base del filetto
H=3: offset alternato destra/sinistra (zig-zag)
Filetto interno o esterno: vedere segno di "U".
Accostamenti: se da U/I risulta un resto, tale "resto" vale per il primo
accostamento. L'"ultima passata" viene ripartita in 1/2, 1/4, 1/8.
Esempio: G32
%32.nc
[G32]
N1 T45 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 U-0.9 I0.2
FINE
I filetti radiali vengono eseguiti con utensili per troncare.
"Stop ciclo" è attivo alla fine di un filetto.
Override avanzamento e mandrino sono inattivi durante
l'esecuzione del ciclo.
Il pilotaggio è inattivo.