4 denominazioni degli assi e sistema di coordinate, Denominazioni degli assi, Sistema di coordinate – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 25
HEIDENHAIN MANUALplus 4110
25
1
.4 Denominazioni degli assi e sist
ema di coor
dinat
e
1.4
Denominazioni degli assi e
sistema di coordinate
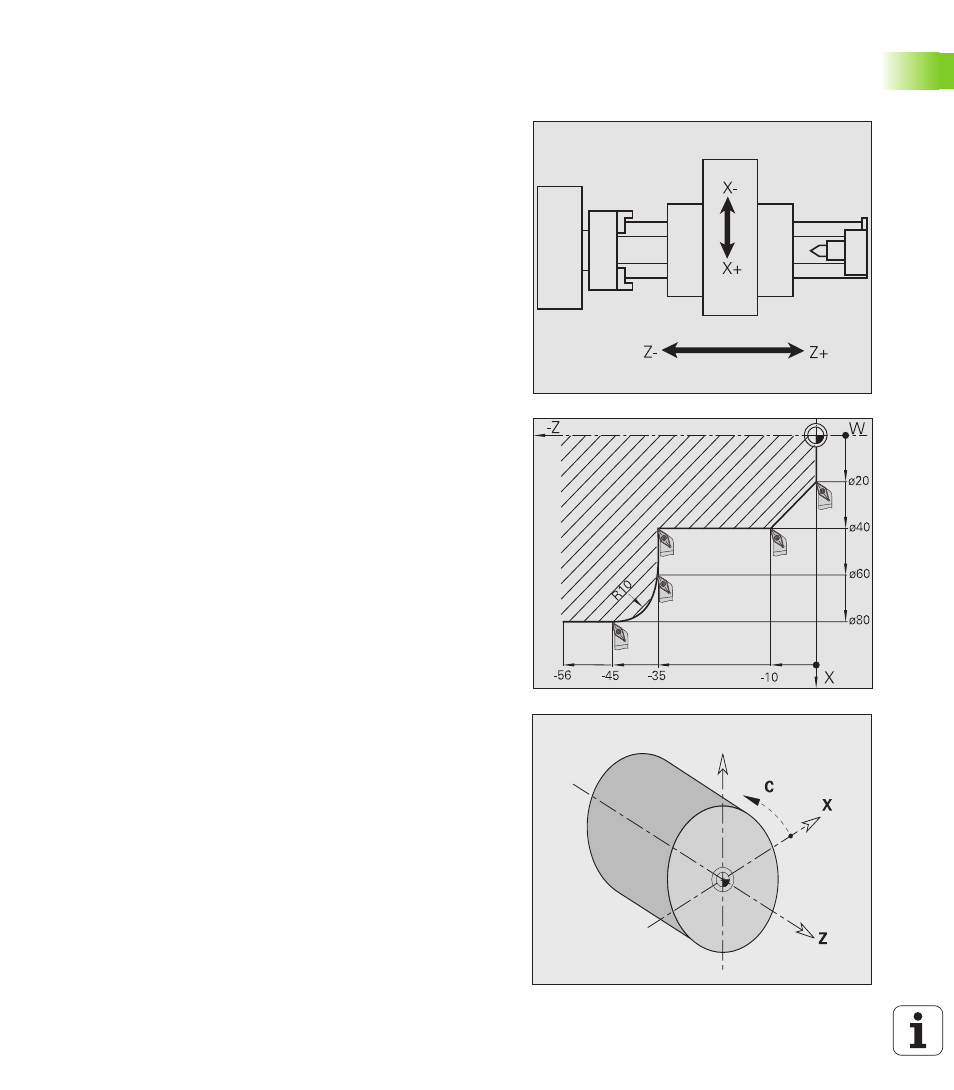
Denominazioni degli assi
La slitta trasversale è definita come asse X e la slitta longitudinale
come asse Z (figura in alto a destra).
Tutti i valori X immessi e visualizzati vengono considerati diametri.
Per i movimenti di traslazione vale la seguente regola:
I movimenti in direzione + si allontanano dal pezzo
I movimenti in direzione – si avvicinano al pezzo
Sistema di coordinate
Con le denominazioni X e Z si definiscono le posizioni in un sistema di
coordinate bidimensionale. Come illustrato in figura, la posizione della
punta dell'utensile è definita in modo univoco con una posizione X e Z.
Il MANUALplus riconosce movimenti di traslazione rettilinei e circolari
(interpolazioni) tra punti programmati. Indicando le successive
coordinate e il movimento di traslazione lineare/circolare, è possibile
programmare la lavorazione del pezzo.
Come per i movimenti di traslazione, anche il profilo di un pezzo può
essere completamente descritto con singoli punti delle coordinate e
indicando i movimenti di traslazione lineari o circolari.
I dati delle coordinate degli assi X e Z si riferiscono all'origine del pezzo
(figura al centro a destra).
Le indicazioni di angolo per l'asse C si riferiscono all'"origine asse C"
(figura in basso a destra).
Le posizioni possono essere predefinite con una precisione di 1 µm
(0,001 mm), e con la stessa precisione anche visualizzate.