5 misurazione fori (ciclo 421, din/iso: g421), Esecuzione del ciclo, Per la programmazione – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 424: Vedere "misurazione fori (ciclo 421, Esecuzione del ciclo per la programmazione, Pag. 424
424
Cicli di tastatura: controllo automatico dei pezzi
16.5 MISURAZIONE FORI (ciclo
421, DIN/ISO:
G421)
16.5 MISURAZIONE FORI (ciclo 421,
DIN/ISO: G421)
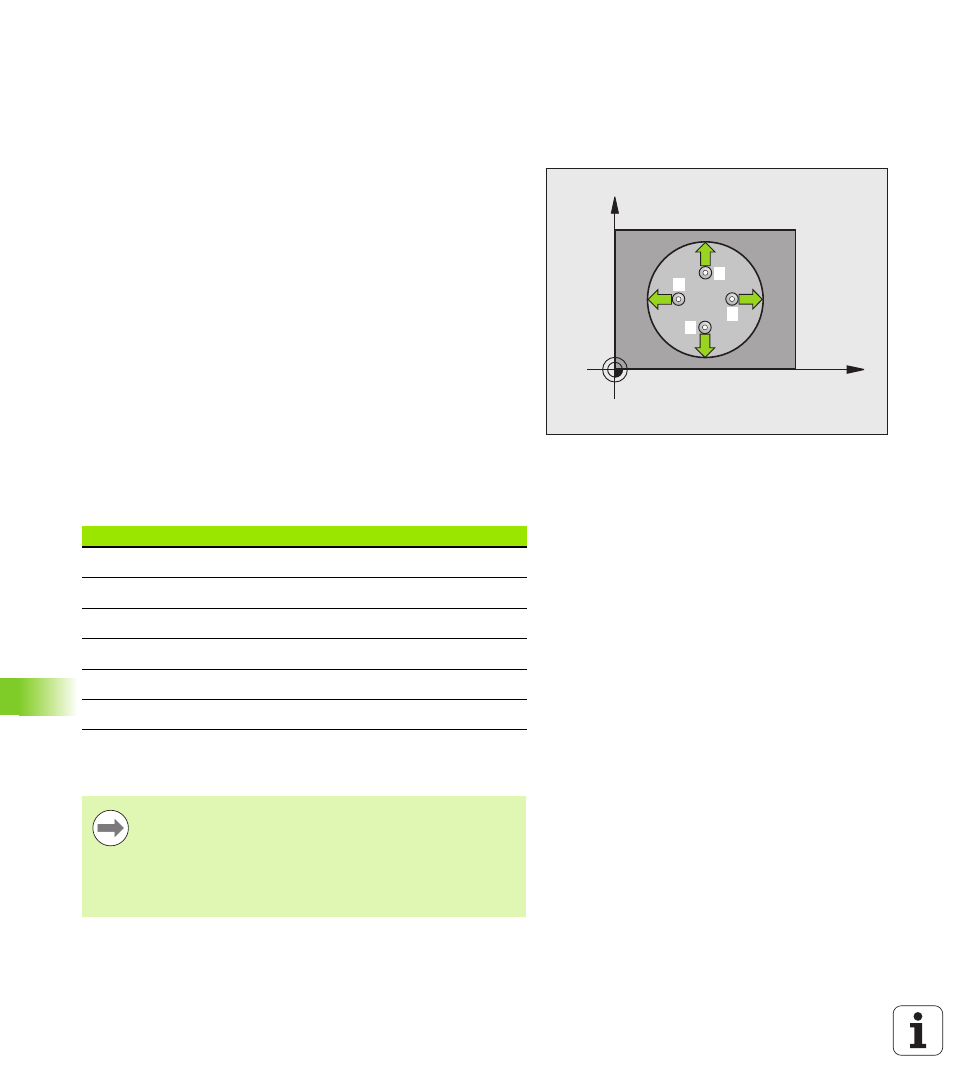
Esecuzione del ciclo
Il ciclo di tastatura 421 rileva il centro e il diametro dei fori (tasche
circolari). Definendo nel ciclo valori di tolleranza, il TNC effettua un
confronto tra i valori nominali e reali e memorizza gli scostamenti in
parametri di sistema.
1
Il TNC posiziona il tastatore in rapido (valore da MP6150) e con la
logica di posizionamento (vedere "Esecuzione dei cicli di tastatura"
a pagina 334) sul punto da tastare
1
. Il TNC calcola i punti da tastare
sulla base dei valori programmati nel ciclo e della distanza di
sicurezza definita in MP6140
2
Successivamente il tastatore si porta all'altezza di misura
programmata ed effettua la prima tastatura con l'avanzamento di
tastatura (MP6120). Il TNC determina la direzione di tastatura
automaticamente in funzione dell'angolo di partenza programmato
3
Quindi il tastatore si porta sul successivo punto da tastare
2
su una
traiettoria circolare, all'altezza di misura o all'altezza di sicurezza ed
esegue la seconda tastatura
4
Il TNC posiziona il tastatore sul punto
3
e quindi sul punto da
tastare
4
eseguendo rispettivamente la terza e la quarta tastatura
5
Infine il TNC riposiziona il tastatore all'altezza di sicurezza e
memorizza i valori reali e gli scostamenti nei seguenti parametri Q:
Per la programmazione
X
Y
1
2
3
4
Numero parametro
Significato
Q151
Valore reale centro asse principale
Q152
Valore reale centro asse secondario
Q153
Valore reale diametro
Q161
Offset centro asse principale
Q162
Offset centro asse secondario
Q163
Offset diametro
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
Più piccolo è il passo angolare programmato, tanto più
impreciso sarà il calcolo del TNC per le quote del foro.
Valore minimo di immissione: 5°.