Esecuzione del ciclo, Per la programmazione, Esecuzione del ciclo per la programmazione – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 182: Pag. 182
182
Cicli di lavorazione: definizione di sagome
6.3 SA
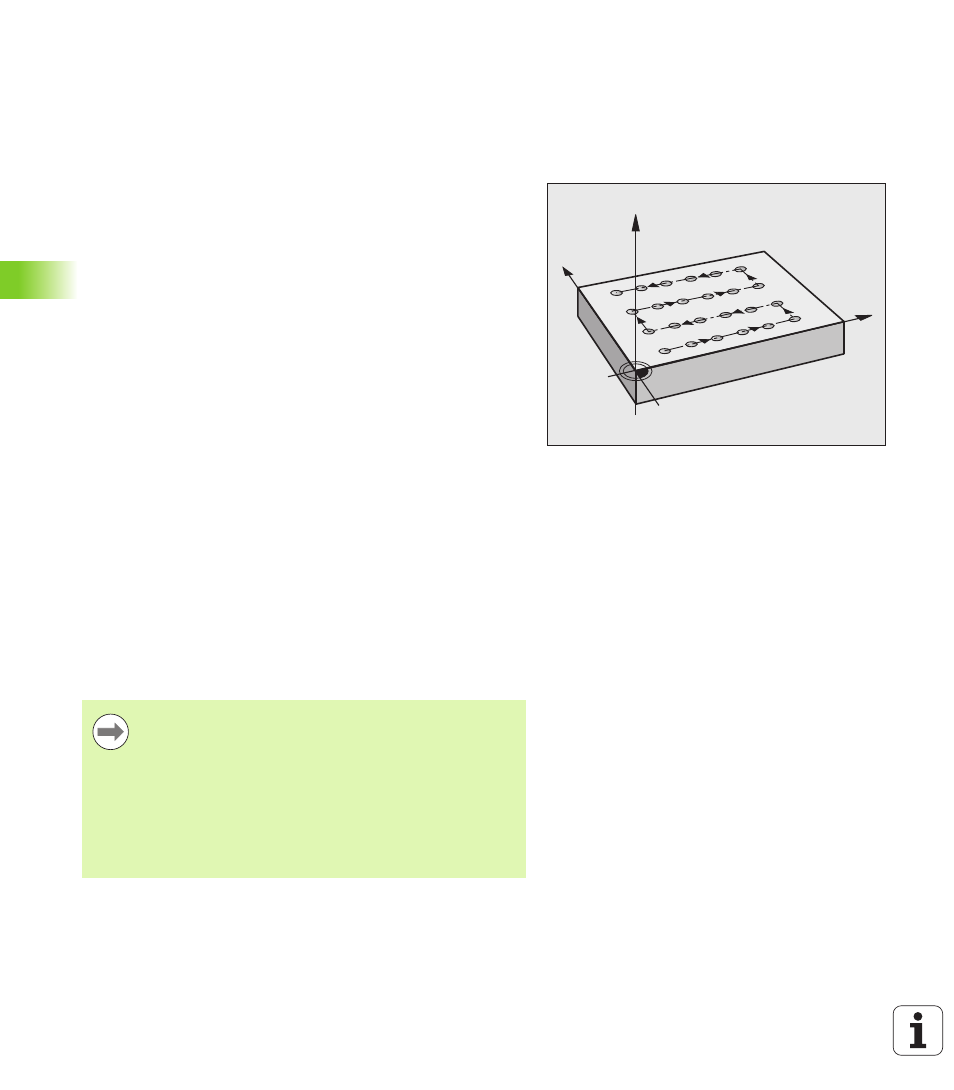
GOMA DI PUNTI SU LINEE (ciclo 221, DIN/ISO:
G221)
6.3 SAGOMA DI PUNTI SU LINEE
(ciclo 221, DIN/ISO: G221)
Esecuzione del ciclo
1
Il TNC porta l'utensile dalla posizione attuale sul punto di partenza
della prima lavorazione
Sequenza:
Posizionamento alla 2ª distanza di sicurezza (assi del mandrino)
Posizionamento sul punto di partenza del piano di lavoro
Posizionamento alla distanza di sicurezza sopra la superficie del
pezzo (asse del mandrino)
2
Da questa posizione il TNC esegue il ciclo di lavorazione definito
per ultimo
3
Successivamente il TNC posiziona l'utensile nella direzione
positiva dell'asse principale sul punto di partenza della lavorazione
successiva; l'utensile si trova alla DISTANZA DI SICUREZZA
(oppure alla 2ª distanza DI SICUREZZA)
4
Questa procedura (da 1 a 3) si ripete fino alla conclusione di tutte
le lavorazioni sulla prima linea; l'utensile si trova sull'ultimo punto
della prima linea
5
Il TNC sposta quindi l'utensile sull'ultimo punto della seconda linea
ed esegue la lavorazione
6
Da lì il TNC sposta l'utensile in direzione negativa dell'asse
principale sul punto di partenza della lavorazione successiva
7
Questa procedura (6) si ripete fino alla conclusione di tutte le
lavorazioni della seconda linea
8
Il TNC sposta quindi l'utensile sul punto di partenza della linea
successiva
9
Con un movimento alternato verranno lavorate tutte le altre linee
Per la programmazione
X
Y
Z
Il ciclo 221 è DEF attivo, quindi chiama automaticamente
l'ultimo ciclo di lavorazione definito.
Se uno dei cicli di lavorazione da 200 a 209 e da 251 a 267
viene combinato con il ciclo 221, sono valide la DISTANZA
DI SICUREZZA, la superficie del pezzo, la 2ª DISTANZA DI
SICUREZZA E ANGOLO DI ROTAZIONE del ciclo 221.
Se si impiega il ciclo 254 Scanalatura circolare in
collegamento con il ciclo 221, la posizione scanalatura 0
non è ammessa.