Parametri ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 320
320
Cicli: funzioni speciali
12.6
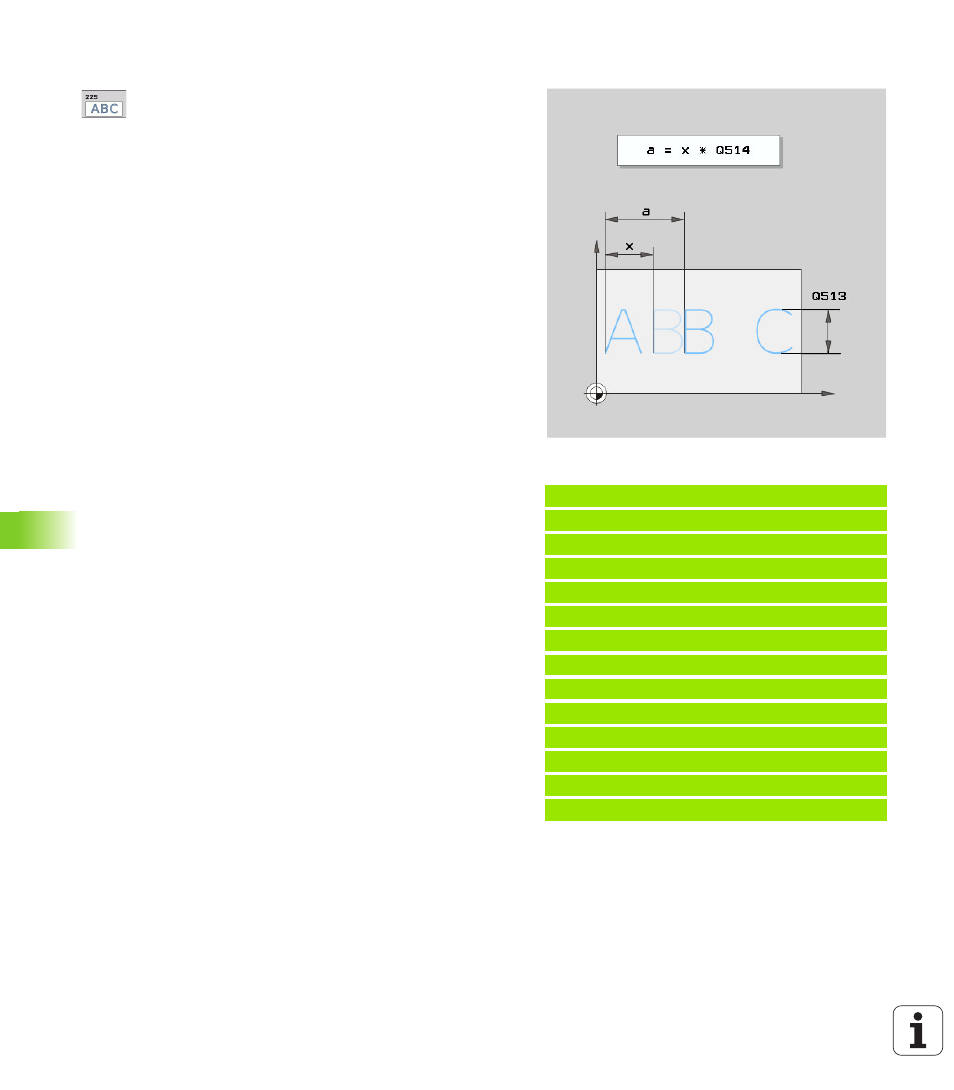
INCISIONE
(ciclo
225,
DIN/ISO:
G225)
Parametri ciclo
TESTO DI INCISIONE
QS500: testo da incidere tra
virgolette. Assegnazione di una stringa variabile
tramite il tasto Q della tastiera numerica, il tasto Q
sulla tastiera ASCI corrisponde alla norma immissione
di testo. Caratteri di immissione ammessi: vedere
"Incisione di variabili di sistema", pagina 321
ALTEZZA CARATTERE
Q513 (in valore assoluto): altezza
del carattere da incidere in mm. Campo di immissione
da 0 a 99999,9999
FATTORE DISTANZA
Q514: per quanto riguarda il font
impiegato si tratta di un cosiddetto font proporzionale.
Ogni carattere ha una cosiddetta larghezza propria
che il TNC incide in modo conforme alla definizione di
Q514=0. Alla definizione di Q514 diverso da 0 il TNC
definisce in scala la distanza tra i caratteri. Campo di
immissione da 0 a 9,9999
TIPO DI FONT
Q515: attualmente senza funzione
TESTO SU RETTA/CERCHIO (0/1)
Q516:
incidere il testo lungo la retta: inserimento = 0
incidere il testo su un arco di cerchio: inserimento = 1
POSIZIONE DI ROTAZIONE
Q374: angolo al centro, se il
testo deve essere disposto sul cerchio. Campo di
immissione: da -360,0000 a +360,0000°
RAGGIO PER TESTO SU CERCHIO
Q517 (in valore
assoluto): raggio dell'arco sul quale il TNC deve
disporre il testo in mm. Campo di immissione da 0 a
99999,9999
AVANZAMENTO FRESATURA
Q207: velocità di
spostamento dell'utensile durante l'incisione in
mm/min. Campo di immissione da 0 a 99999,999, in
alternativa FAUTO, FU o FZ
PROFONDITÀ
Q201 (in valore incrementale): distanza tra
la superficie del pezzo e il fondo di incisione
AVANZAMENTO INCREMENTO
Q206: velocità di traslazione
dell'utensile in penetrazione in mm/min. Campo di
immissione da 0 a 99999,999, in alternativa FAUTO, FU
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra la punta dell'utensile e la superficie del
pezzo. Campo di immissione da 0 a 99999,9999, in
alternativa PREDEF
COORD. SUPERFICIE PEZZO
Q203 (in valore assoluto):
coordinata della superficie del pezzo. Campo di
immissione da -99999,9999 a 99999,9999
2ª distanza DI SICUREZZA
Q204 (in valore
incrementale): coordinata dell'asse del mandrino che
esclude una collisione tra l'utensile e il pezzo
(dispositivo di serraggio). Campo di immissione da 0 a
99999,9999, in alternativa PREDEF
Esempio: blocchi NC
62 CYCL DEF 225 INCISIONE
QS500="TXT2"
;TESTO DI INCISIONE
Q513=10
;ALTEZZA CARATTERE
Q514=0
;FATTORE DISTANZA
Q515=0
;FONT
Q516=0
;DISPOSIZIONE TESTO
Q374=0
;POSIZIONE DI ROTAZIONE
Q517=0
;RAGGIO CERCHIO
Q207=750
;AVANZAM. FRESATURA
Q201=-0.5
;PROFONDITÀ
Q206=150
;AVANZ. INCREMENTO
Q200=2
;DISTANZA SICUREZZA
Q203=+20
;COORD. SUPERFICIE
Q204=50
;2ª DIST. SICUREZZA