Per la programmazione, Parametri ciclo, Per la programmazione parametri ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 381
HEIDENHAIN iTNC 530
381
15.7
ORIGINE
SU
CER
C
HIO
ES
TERNO (ciclo 413, DIN/ISO:
G413)
Per la programmazione
Parametri ciclo
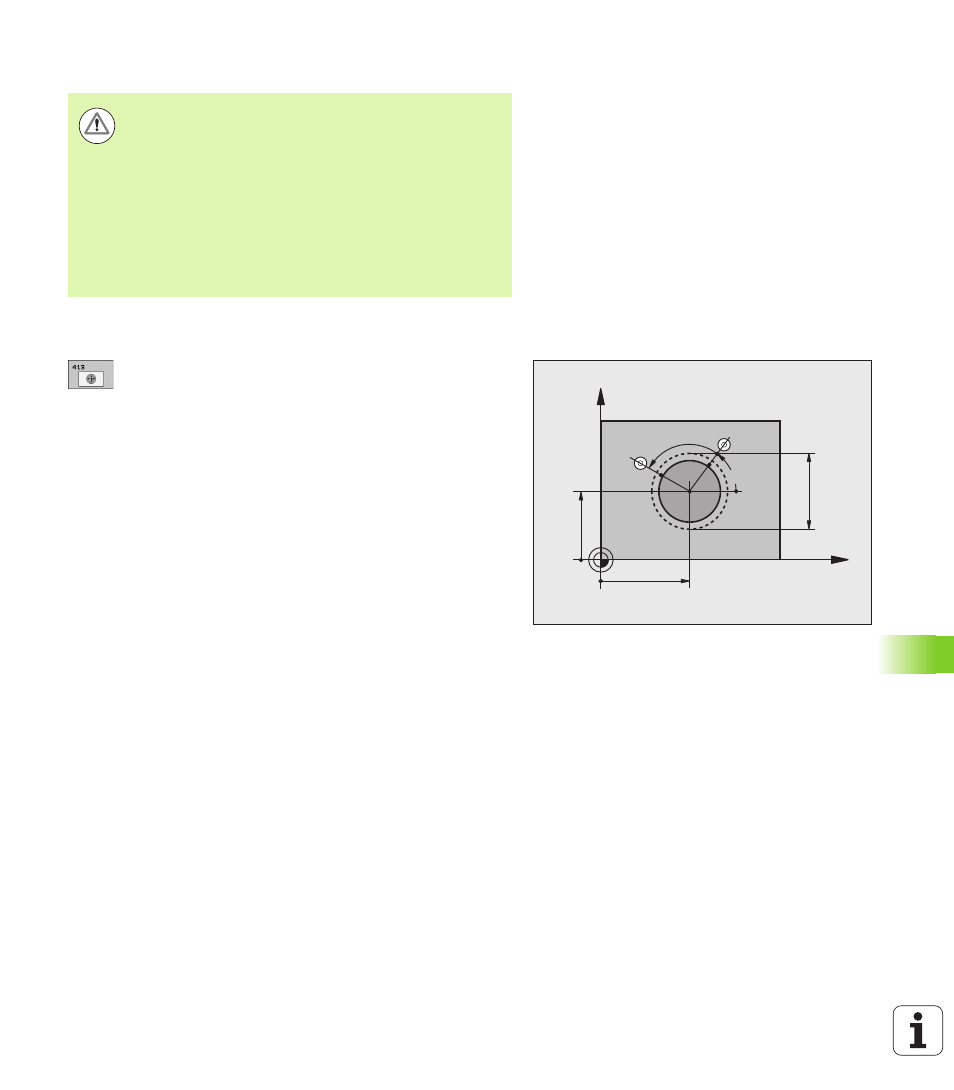
CENTRO 1º ASSE
Q321 (in valore assoluto): centro
dell'isola nell'asse principale del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
CENTRO 2º ASSE
Q322 (in valore assoluto): centro
dell'isola nell'asse secondario del piano di lavoro.
Programmando Q322 = 0 il TNC allinea il centro del
foro sull'asse Y positivo; programmando Q322
diverso da 0, il TNC allinea il centro del foro sulla
posizione nominale. Campo di immissione da
-99999,9999 a 99999,9999
DIAMETRO NOMINALE
Q262: diametro approssimativo
dell'isola. Introdurre un valore approssimato per
eccesso. Campo di immissione da 0 a 99999,9999
ANGOLO DI PARTENZA
Q245 (in valore assoluto): angolo
tra l'asse principale del piano di lavoro e il primo punto
da tastare. Campo di immissione da -360,0000 a
360,0000
ANGOLO INCREMENTALE
Q247 (in valore incrementale):
angolo tra due punti da misurare; il segno dell'angolo
definisce il senso di rotazione (- = senso orario) con il
quale il tastatore si porta sul successivo punto da
misurare. Per la misurazione di archi di cerchio,
programmare un angolo incrementale inferiore a 90°.
Campo di immissione da -120,0000 a 120,0000
Attenzione Pericolo di collisioni!
Per evitare collisioni tra il tastatore e il pezzo inserire per il
diametro nominale dell'isola un valore approssimato per
eccesso
.
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
Più piccolo è il passo angolare Q247 programmato, tanto
più impreciso sarà il calcolo del TNC per l'origine. Valore
minimo di immissione: 5°. 5°.
X
Y
Q322
Q321
Q262
Q325
Q247